¶ 1. Tools:
S2.0 Allen key
Open-end wrench
Gloves
¶ 2. Disassembly Steps:
¶ Step 1: Turn Off the Device
Before replacing the Y-axis belt, make sure to find a relatively spacious workbench or desktop for disassembly.
Then, turning off the device and disconnecting the power is crucial to ensure your safety.
PS: It is recommended to wear gloves, as powder generated from belt wear during disassembly or installation may dirty your hands.
¶ Step 2: Remove the Y-axis Tensioners
① Rotate counterclockwise the red knob on the Y-axis belt tensioner to remove it and place it aside for subsequent installation.

② Use the S2.0 Allen key to remove the screws on both sides of the Y-axis tensioner, remove the tensioner housing and place it aside for subsequent installation.

¶ Step 3: Remove the Belts
① Move the heated bed to the Y-axis tensioner side to the front.
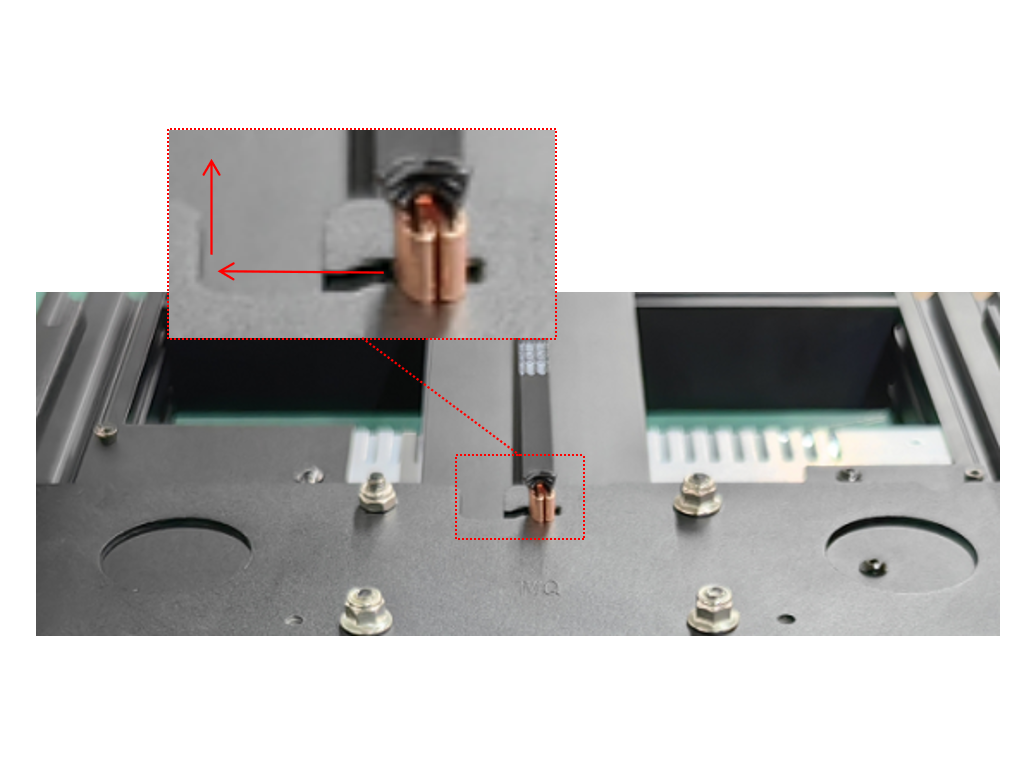
Use a wrench or other tool to move the left belt buckle on the sheet metal to the left and then forward to remove it.
(The illustration omits the heated bed components for better display.)

② Remove the pulley assembly from the belt and set it aside for subsequent installation.

③ Move the heated bed to the Y-axis motor side to the rear.
Use a wrench or other tool to move the left belt buckle on the sheet metal to the left and then backward to remove it.
(The illustration omits the heated bed components for better display.)
④ Refer to the method below to take out the belt buckle from the gap in the Y-axis motor bracket.

⑤ Remove the belt from the Y-axis guide rail. If the buckle on the other side interferes with removal, adjust the position of the buckle slightly.

¶ 3. Installation Steps:
¶ Step 1: Install the Belts
① Please take out the new belt, thread one side of the belt buckle through the gap in the Y-axis motor bracket, and then clip it into the sheet metal groove.
Note:
I. The toothed side of the belt should face the Y-axis guide rail.
II. The illustration omits the heated bed components for better display.
 |
 |
 |
② Guide the belt clipped into the sheet metal groove around the Y-axis motor synchronous pulley,
then thread the other end of the belt buckle through the Y-axis guide rail to the front of the Y-axis tensioner.
 |
 |
③ Take out the pulley assembly removed earlier,
and thread the belt buckle in the direction of the Y-axis tensioner through the pulley assembly,
ensuring that the toothed side of the belt matches the gear surface of the pulley assembly.
④ Install the belt buckle in the direction of the Y-axis tensioner at the bottom of the heated bed sheet metal groove.
(The illustration omits the heated bed components for better display.)

¶ Step 2: Install the Y-axis Tensioner
Take out the tensioner housing and screws removed earlier, use the S2.0 Allen key to align the screws with the holes in the tensioner housing, and tighten them.
¶ 4. Adjust the Belt Tension:
Take out the Y-axis tensioner knob removed earlier, rotate the Y-axis tensioner knob clockwise until it is tight, then rotate counterclockwise one turn.

¶ 5. Calibration Steps:
After replacing the Y-axis belt, it is recommended to recalibrate the device according to the following steps.
¶ Step 1: Turn On the Device
Connect the device's power cord, press the power switch on the side of the device to start it.
Note:
When inserting the power cord, please avoid crossing it with the print head cable to prevent interference.

¶ Step 2: Calibrate the nozzle position
In the main interface, click on the "Tools" icon - "Control" icon - "Module Calibration" - "Position Calibration."
The machine will automatically perform detection and pause near the top the calibration module.
You could adjust the nozzle to the center position of the calibration module using the distance units and X/Y axis movement direction on the interface.
Once done, click "Save," and finally, perform the automatic leveling again.


¶ Step 3: Automatic Leveling Calibration
On the device's main interface, click the "Tools" icon - "Control" icon - "Auto- Level" - "Confirm" to start the leveling process.
Follow the set process, and after leveling is complete, click "Finish." This process takes approximately 15 minutes.
Note:
① Please check whether the PEI board is installed before leveling.
② The leveling sensor is only used for platforms with metal surfaces.
If you replace the printing platform by yourself, please choose a platform with a metal surface to ensure the normal use of the automatic leveling function.


¶ Step 4: Vibration Compensation Calibration
On the device's main interface, click the "Tools" icon - "Control" icon - "Vibration Compensation" - "Confirm" for resonance detection.
Follow the sequence to detect the X and Y axes. Click "Finish" after the Y-axis detection. This process takes approximately 15 minutes.
Note:
① Place the printer in a spacious and stable area during vibration compensation to avoid interference from other resonance sources.
② There may be significant noise during the vibration compensation process, which is normal.


If the above steps do not provide assistance or if you encounter any other issues during subsequent use, we recommend that you create a support ticket.
The after-sales engineers will assist you in finding a solution to the problem(Reply time :1 working day)
Please click this link to submit your ticket: