¶ 1. Z-Axis Threaded Rod
During the use of Kobra 2, if you hear abnormal noise during the operation of the Z-axis threaded rod it may indicate a maintenance issue.
If your device's actual printing speed is above 200 millimeters per second, it is considered normal due to the metal friction caused by high-speed printing.
Since the type of noise cannot be quantified, the printing speed is used here as a reference value.
¶ How to determine the need for maintenance
In general, the Z-axis threaded rod should be maintained regularly every three months, or if you hear unusual noise or sounds while moving the Z-axis, it indicates the need for maintenance.
¶ How to maintain the Z-axis threaded rod
Tips: Avoid using lubricating oil as it can flow into the motor and damage its internal structure.
Step 1: Clean the threaded rod
Use a lint-free cloth to clean the Z-axis threaded rod, ensuring its surface is smooth and free from dust or impurities.
Step 2: Z-axis zero
Turn on the power and select "Tools" from the main menu bar, click on "Move Axis," and then click on "Home All" or "Home Z" to zero the Z-axis.

Step 3: Lubricate the threaded rod
Apply a small amount of lubricating grease along the height direction on the surface of the Z-axis threaded rod. Then, select a distance of "10mm" and click on the "Up Arrow" to move the X-axis module upwards. Clicking 24 times will raise the cantilever to the top. At this point, apply a small amount of lubricating grease again on the surface of the Z-axis threaded rod motor. Then click on "Home All" or "Home Z" to zero the Z-axis and move it back and forth once to ensure smooth coverage of the entire lead screw surface with lubricating grease. Finally, wipe off any excess grease.

Step 4: Testing
After lubrication, perform some test prints to ensure smooth Z-axis movement without any abnormal noise.
¶ 2. X/Y Double Metal Spindles
The Kobra 2 X/Y axis is supported and guided by a Double Metal Spindles system to ensure smooth movement and accurate positioning. The rail system typically consists of rails (Double Metal Spindles) and rail sliders (SGR15 bearings) that allow the movement of the heated bed. It is possible for certain extrusion materials or foreign objects to adhere to the rails or bearings, which can affect print quality.
¶ How to determine the need for maintenance
It is recommended to check the X/Y Double Metal Spindles system once a month to ensure it is clean and free from foreign objects. This helps maintain the normal operation of the rails and ensures machine stability and accuracy.
¶ How to maintain the X/Y double metal spindles
Step 1: Check the rails
Turn off the machine and disconnect the power. Using a lint-free cloth or a soft brush, check if there is dust, debris, or other foreign objects adhering to the rail surface. If there are any, gently remove them. Check the smoothness of the rail's movement path, ensuring there is no sticking or resistance. Use your hand to gently move the X/Y axis and observe the motion of the rails.
Step 2: Clean the rails
If you find a significant amount of dust or debris on the rails, you can follow these cleaning steps:
Use an air gun or a hairdryer to blow away the dust on the rail surface. If using an air gun, lightly press the trigger, being careful not to blow excessively to avoid blowing dust into other components or damaging electronic parts.
Step 3: Lubricate the rails
Apply a small amount of lubricating grease to the core on both sides of the X/Y axis rails. Then, gently move the corresponding print head module and heated bed to distribute the grease evenly on the rails.
Step 4: Testing
After completing the maintenance, gently push and pull the heated bed and print head module by hand to check for any sticking or wobbling. If present, refer to the leveling guide video to readjust the hexagonal eccentric spacers.
Leveling operation for Anycubic Kobra 2
Reconnect the power and turn on the machine. Perform a test print run, observing smooth movement of the X/Y axis without any abnormal resistance or noise. Ensure the cleanliness and proper functioning of the rails. If you still have any issues, it is recommended that you create an after-sales work order to feed back the process and results of the previous inspection to the after-sales engineer. After-sales engineers will help you solve the problem.
¶ 3. Z-Axis D-structure
The Kobra 2 Z-axis utilizes a D-structure motion structure. If the D-structure is damaged, it can affect print quality.
¶ How to determine the need for naintenance
It is recommended to check the wear and tear of the Z-axis D-structure monthly and replace it as needed. This helps maintain the normal operation of the pulley and ensures the stability and accuracy of the printer.
¶ How to naintain the Z-axis D-structure
Turn off the machine and disconnect the power. Inspect the surface of the D-structure for any noticeable signs of wear, such as scratches, deformation, or damage. If severe wear is detected, the pulley needs to be replaced.
¶ 4. Nozzle
During the printing process, the melted printing material is extruded through the nozzle. When the material cools and solidifies at the nozzle, it can cause clogging. This is usually due to inappropriate temperature or excessive printing speed, which can affect printing or print quality.
¶ How to determine the need for maintenance
It is recommended to check the filament extrusion from the nozzle on a monthly basis. If you encounter any of the following situations, it is advisable to consider maintenance for the nozzle:
1. Small or uneven filament extrusion.
2. Nozzle clogging, preventing normal printing.
3. Leakage from the nozzle.
¶ How to maintain the mozzle
Tools Required:
Steel needle, tweezers
Tips:
When using a steel needle for unclogging, be cautious as the melted printing material may come into contact with the needle and hands, causing burns, etc. When switching to different types of printing materials, make sure the previous material is completely extruded.
For example, if you initially printed with ABS material at 240°C and then switch to PLA material at 190°C, there may be some remaining ABS material, which requires a higher temperature to melt, inside the nozzle throat. This can lead to clogging when printing with PLA material.
After replacing the consumables, you can set the temperature of the printhead to 250°C, click "Filament In," and wait for three minutes for the new material to completely replace the residue of the old material in the throat.
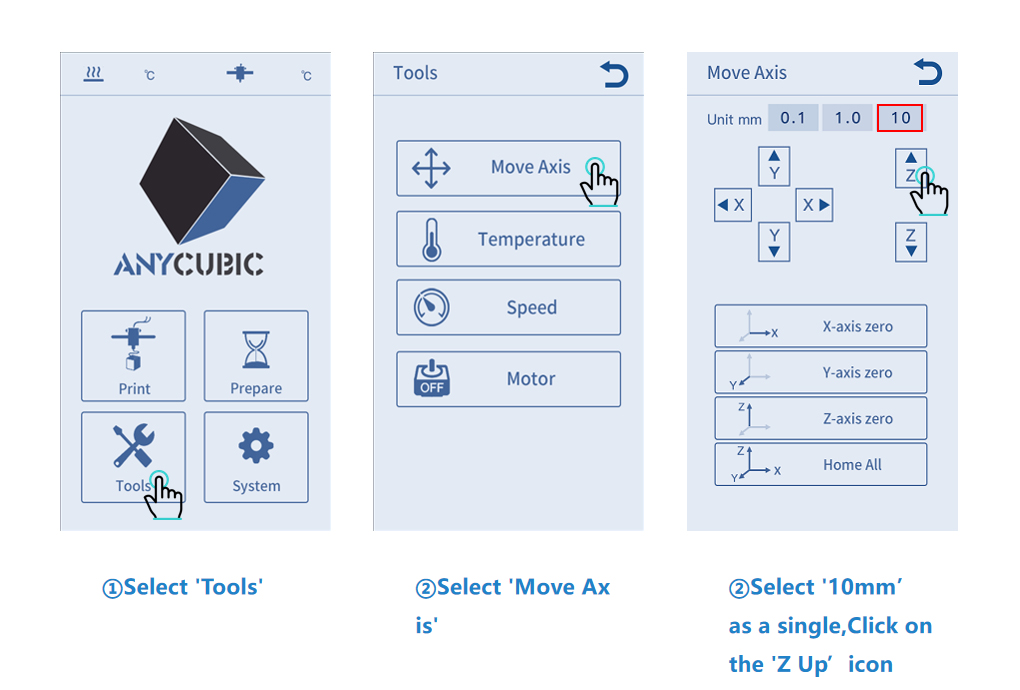
Step 1: Raise the Z-axis
Turn on the power and click "Tools" on the main menu bar, then select "Move Axis." Choose the "10mm" unit and click the "Z Up" icon to raise the Z-axis to the middle height.
Step 2: Heat the printhead
Go back to the main menu and click "Prepare" on the menu bar, then select "Filament." Finally, click " Filament In," and the printhead will automatically heat up to 215°C.

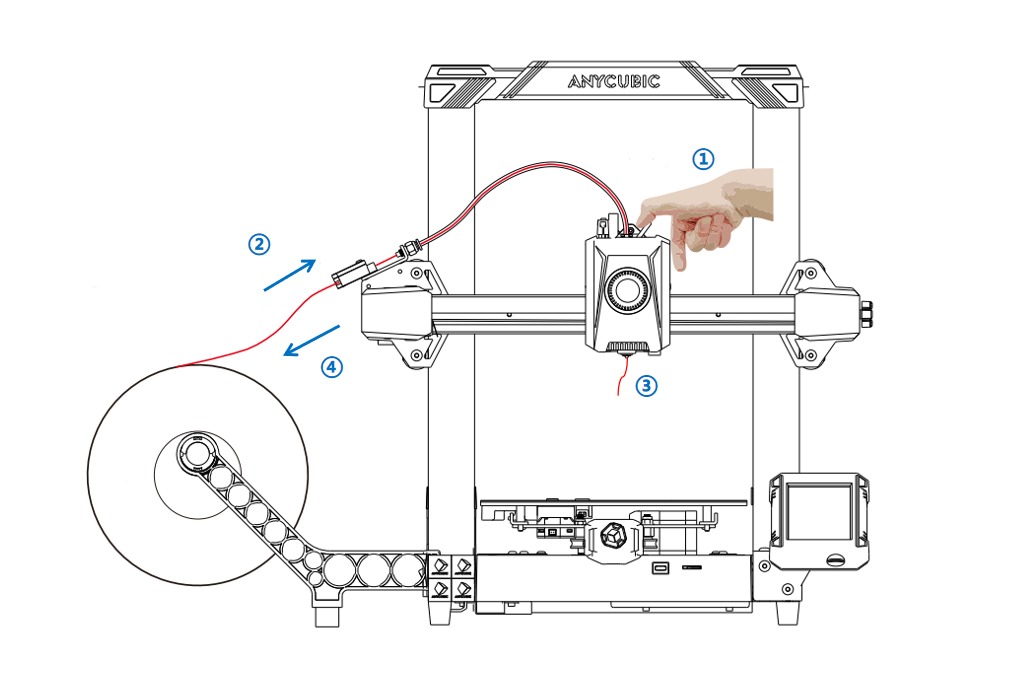
Step 3: Remove the filament
Once the printhead has reached the target temperature, press the handle on the extruder and manually push the filament a little bit before quickly pulling it out. Refer to the diagram for the sequence of operations.
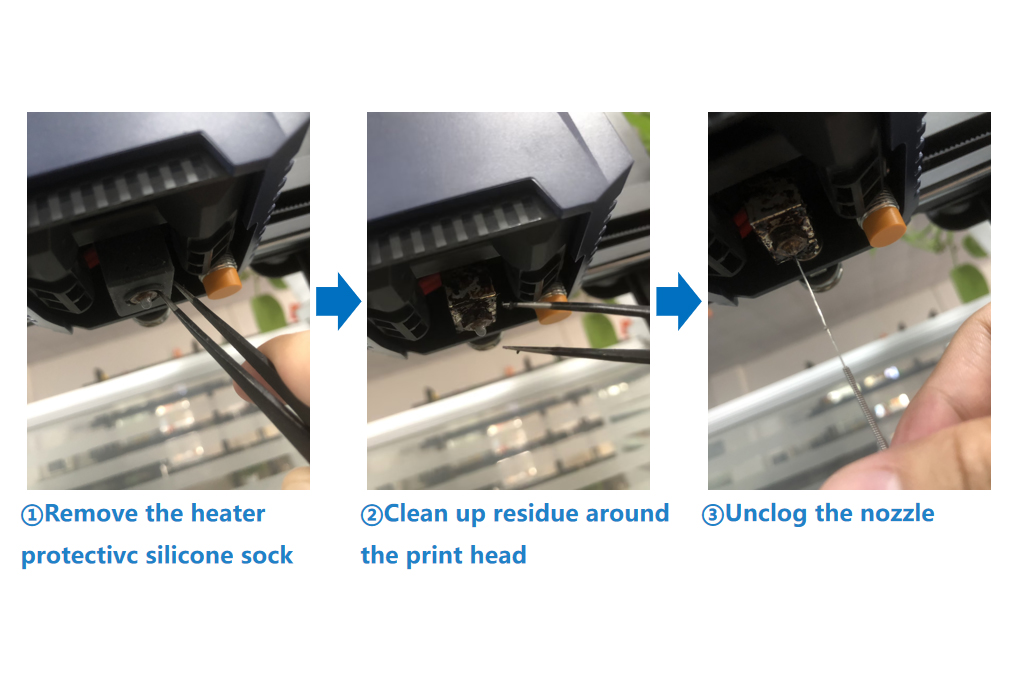
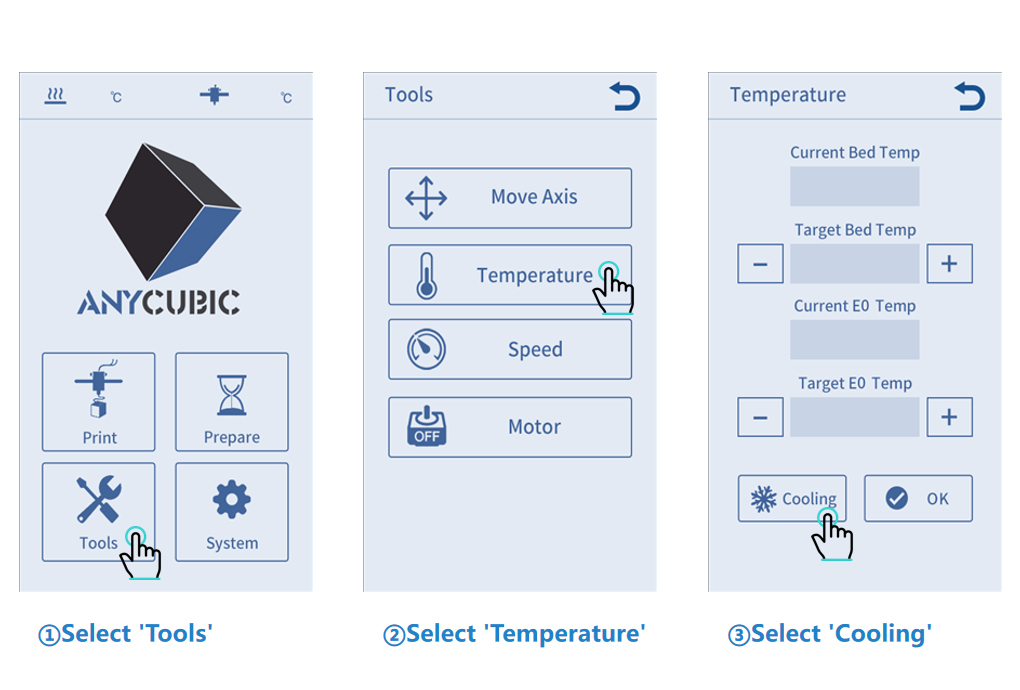
Step 4: Clean and unclog the nozzle
Use tweezers to remove the heater protectivc silicone sock from the printhead and check if there is any residue or clogging around the nozzle. If there is residue, use tweezers to clean it off the nozzle; if there is a clog, gently unclog the nozzle with a steel needle. After cleaning and unclogging, return to the main interface on the touchscreen, click "Tools," then "Temperature," and select "Cool Down" to lower the temperature of the printhead. After a short period of cooling, reassemble the heater protectivc silicone sock onto the printhead.
If the nozzle is severely blocked and cannot be unclogged, it needs to be replaced.
Replace the print head for Anycubic Kobra 2