If you encounter cured models not adhering to the print bed during printing, start by cleaning the resin vat of your printer.
For the issue at hand, several factors could be contributing:
¶ 1.Exposure issue
Remove the resin vat and the build plate, then place an A4 paper on the LCD screen. Navigate to "Tools" - "Exposure Test" and select the first exposure pattern. Click "Exposure" to confirm whether the image on the control screen matches that on the LCD screen. Avoid direct eye contact with the exposure pattern to prevent eye damage.
If they match, proceed to the next step.
If not, record a video and contact the store where you purchased the device for assistance from technical experts.

¶ 2.Resin printing parameter issue
①If you can print normally using Anycubic official resin, we recommend consulting your resin supplier for suitable printing parameters, or using our official test resin file "R_E_R_F" for testing. For detailed instructions on the "R_E_R_F" file, please refer to the image below. This will help determine the most suitable printing parameters for you. The file is stored on a USB drive.

②If the issue persists even when using Anycubic official resin, we suggest prioritizing printing the "TEST Default Resin Fast.m5sp" test file from the USB drive to rule out potential issues with improper model support addition. If, after printing the official test file "TEST Default Resin Fast.m5sp," you still do not see the formed model on the print platform, consider adjusting the bottom exposure time to 80 seconds. If you find only the bottom of the model adheres to the print platform, try increasing the normal exposure time.

¶ 3.Environmental temperature issue
Resin flow may be affected in temperatures below 20°C, adversely impacting printing. To optimize printing, utilize the resin vat's heating function. Enable "Tools" → "Advanced" → "Intelligent Resin Vat Heating," set the desired heating temperature, and activate auto heating. During this process, the resin vat will automatically heat to the set temperature, improving printing success rate.
Note: Prolonged heating may cause localized high temperatures in the resin vat. Avoid direct contact after printing to prevent burns.

¶ 4.Leveling issue
Remove the resin vat and clean the print bed. Place a leveling paper or A4 paper on the left upper corner of the LCD screen. On the main interface, click "Tools" - "Move Z-axis" - "Leveling Test." When the print bed slowly moves downward until it stops (note: it will initially rise after reaching the bottom, then slowly descend onto the screen; do not move the leveling paper or A4 paper during this time), gently move the paper to check for resistance. Repeat this process on the right side. If one or both sides exhibit relatively easy movement, manually adjust the print bed calibration following the steps in the video below. M7 Pro Manual Leveling
Tip: The flatness of this platform is within 0.1mm. Within this range, it will not affect the printer's performance or print quality.
¶ 5.Print platform calibration
1. Click Settings->System->About->Detailed information.
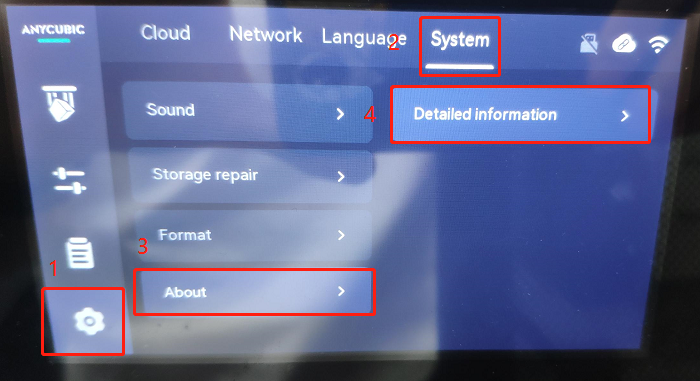
2.Click the device name 10 times in a row.
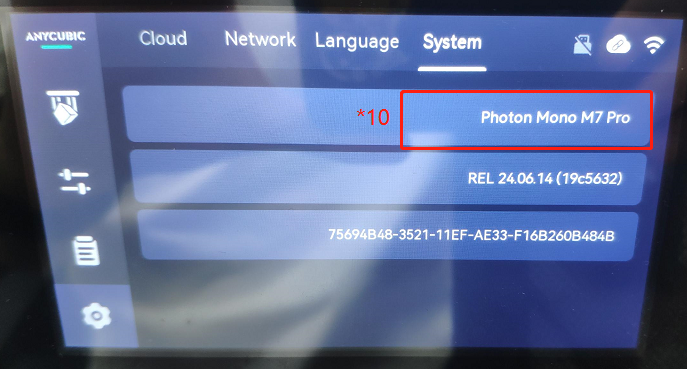
3. Click "Mechanical Calibration".
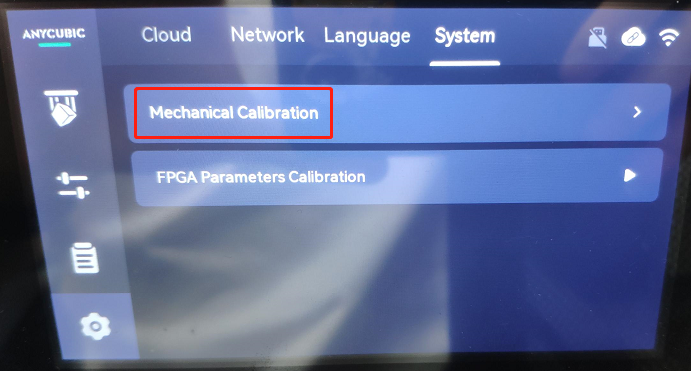
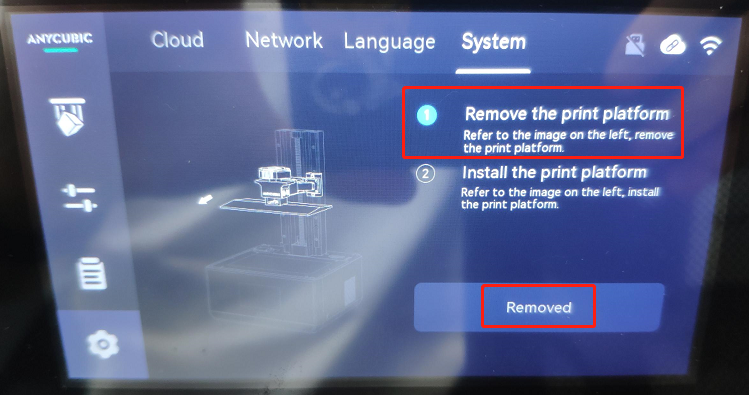
4.Remove the printing platform - click "Removed" (do not attach the model to the printing platform, and it is recommended to clean the printing platform to avoid affecting the accuracy of the data).
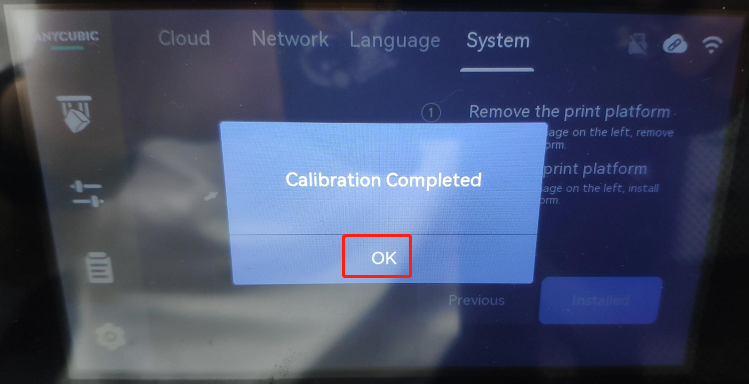
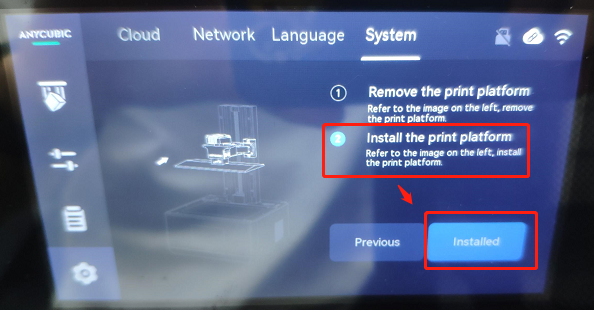
5.Install the print platform-click“Installed”.
6.Click "OK" when calibration is complete, and click any function to exit "Mechanical Calibration".