¶ 1.开始打印前:
¶ 第一项:选择硬度合适的TPU
常见 TPU 的硬度较多,从大到小的排序为:77D > 70D > 55D > 95A > 85A > 83A > 80A > 75A > 70A。硬度为 95A或者更高的TPU可使用Kobra 3 Combo来打印,另外硬度越高的打印失败风险越低,但不可使用ACE Pro进料,容易在ACE Pro的通道中弯折,造成进退料失败;硬度为 85A或更低的 TPU 不可用Kobra 3 Combo来打印,容易被挤出轮压扁而导致堵头。
¶ 第二项:烘干耗材
在打印TPU之前,请使用ACE Pro把耗材烘干,以免因TPU受潮而导致模型有漏料、拉丝等问题。

¶ 2.打印步骤:
¶ 步骤一:调整切片参数
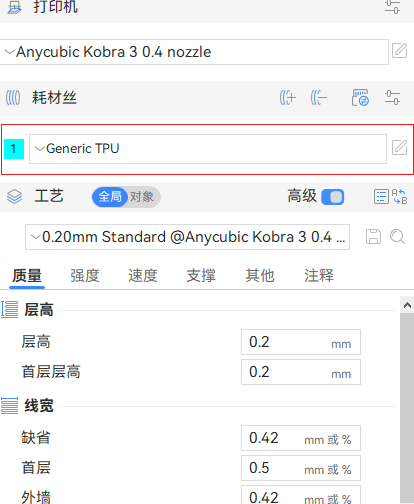
(1)请打开“Anycubic Slicer Next”官方切片软件,然后导入模型切片。使用Kobra 3打印模型时,推荐选择0.4mm的喷嘴和Generic TPU预设。另外,TPU在打印速度偏高时容易发生进退料失败或者堵头的问题,请尽量使用较低的打印速度。
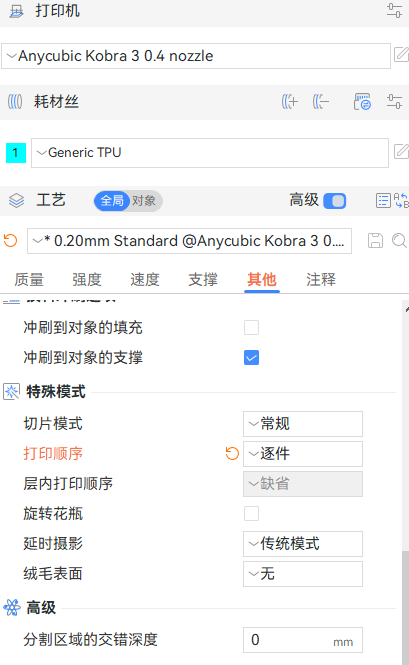
(2)因为TPU容易产生拉丝现象,所以在模型摆盘时应该避免存在较多的空驶。摆盘时推荐一盘只放一个模型或者放少数模型并选择逐件打印的方式,尽量避免一盘放置多个模型和选择逐层打印的方式。
¶ 步骤二:切换为单色打印
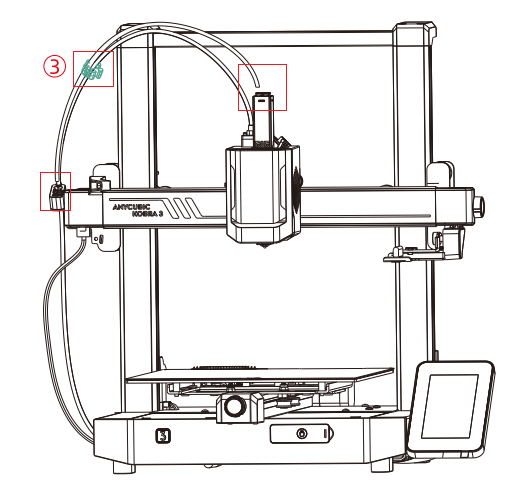
(1)将耗材退回ACE Pro后拔出ACE Pro信号线,然后按住缓冲机构的卡扣,分别拔出四根铁氟龙管。

(2)拔出四进一出上多余三根铁氟龙管,将剩下一根铁氟龙管的另一头插入线卡内。然后将铁氟龙管和打印头连接线卡入集线器中。
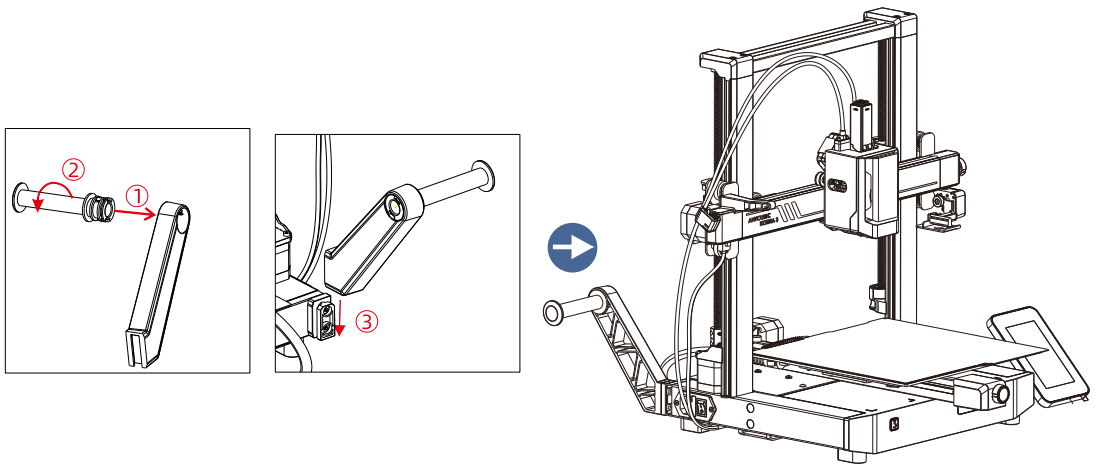
(3)取出未组装的料架,先将圆柱形手柄放入料架孔,再旋转一定角度使其固定。然后将组装好的料架向下按压插入打印机底座后面的卡槽内。
¶ 步骤三:打印TPU
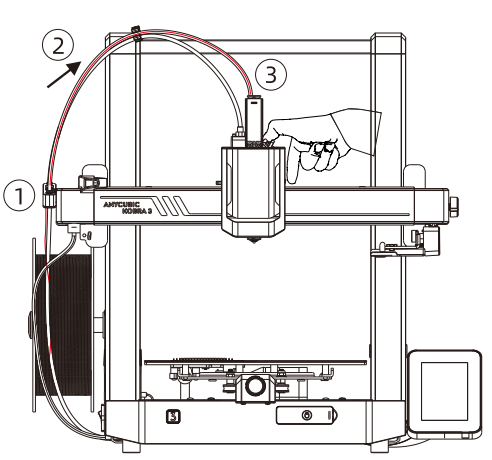
(1)在将TPU插入挤出机之前,请先将固定挤出机手柄的螺丝逆时针调松半圈,防止TPU卡在挤出机齿轮里。

(2)将TPU放置在料架上,然后插入挤出机中,直至感觉到一定的阻力。在此过程中,按住挤出机顶部的按钮。
(3)然后从显示屏上点击“材料”-“料架”-“进料”。等待喷嘴加热到预设温度,耗材从喷嘴中挤出。最后将切片文件保存到U盘,插入到打印机后打印。

¶ 3.打印完成后:
¶ 第一项:取下模型
一般TPU对打印板的粘力较强,底部面积较大的模型难以拆下。请勿暴力拆除,以免损伤模型或者打印板。这时建议您将模型的边角拉起一道缝隙后,往缝隙中喷洒酒精,然后逐渐用力把模型和打印板分离。
¶ 第二项:处理模型拉丝
打印前将TPU烘干只能减少打印件上的拉丝,而不能完全避免。尤其是对于跳跃较多的模型而言,想要去除模型上的拉丝,需要使用电吹风机的热风来吹模型,也可以使用打印机的火焰对准拉丝部位迅速烫烧,注意避免模型损伤。