¶ 1. 层厚
层厚:每打印一层的厚度大小。
层厚越小,Z轴精度越高,同时曝光时间可适当减少,但会增加打印难度与时间;
层厚越厚,需要的曝光时间越多,这会加速 LCD 屏的老化。
层厚的可设置范围为 0.01-0.15mm。Anycubic打印机默认 0.05 层厚最容易成型。
如需调整,建议熟悉打印机性能后再尝试进一步调整。
¶ 2. 曝光时间
曝光时间:每一层被紫外线照射固化的时间。
曝光时间过短,固化不完全,细节不成型、模型断裂、层纹明显等;
曝光时间过长,模型膨胀变大,影响模型精度。(因为树脂不是完全透明的,UV光会透过打印物溢散到周围区域。)
曝光时间受树脂材料特性、模型、温度、层厚的综合影响。一般Anycubic的树脂的曝光时间设置为 2-3s就满足使用要求(Anycubic针对深浅色系树脂对透光效果的差异,调整了不同颜色的树脂配方比例,使得同款树脂不同颜色曝光时间趋近一致)。由于不同树脂最佳曝光时间不同,如使用第三方树脂,请咨询树脂卖家。
初次使用打印机可以先打印赠送U盘里的测试文件“R_E_R_F”测试最佳曝光时间(仅Ultra无此功能)。
最佳曝光时间的测试
注:树脂的最佳使用温度在 24℃左右,不同类型的树脂略有差异。温度低树脂活性降低,需要增加曝光时间,低过 10℃树脂基本不能成型。因此如果在温度较低的情况下仍然需要打印,可尝试将树脂瓶放在热水中浸泡一段时间再打印。
¶ 3. 底部曝光时间
底层即刚开始打印的层,而不是指模式视角上的底层。由于需要让底层更好的粘附在打印平台上,避免模型脱落或者打印在离型膜上粘不起来,所以需要单独设置底层曝光时间。
底部曝光时间与底部层数共同决定模型在打印平台的黏附性,底部曝光时间越长,模型底层与平台粘黏越牢。
如果打印机使用的是拉丝平台,建议40s左右,如果是镭雕平台
(打印平台如何区分? )
,则建议 25s左右。 较长的底部曝光时间会导致底部稍微大一圈,如对模型精度要求较高则建议把模型设置为悬空打印。
深色树脂对光线遮光更多,需要增加适当的曝光来保证Z向穿透的效果。
注意:此参数也受模型大小、重量、底部接触面积、与树脂等因素影响,如打印的模型大小相差较大需要动态调整。
¶ 4. 底部层数
底部层数是设置了底部曝光时间的层数,由于底部曝光时间比正常层曝光长,可能导致底部层比正常层偏大。
底部层数与底部曝光时间共同决定模型在打印平台的黏附性,越多层粘附性越强。建议6层左右。
注意:此参数也受模型大小、重量、底部接触面积与树脂等因素影响,如打印的模型大小相差较大需要动态调整,例:模型高度越高,层数要求越多。
¶ 5. 关灯时间
关灯时间:打印平台下降停止后,关灯一定时间再开始曝光的间隔时间。延长关灯时间可以为流动性差的材料提供足够时间回流。
主要起到让树脂重新回流料槽中心并稳定液面的作用。当树脂粘性强,温度低时或者每层的打印面积都比较大时需要适当增加。 建议关灯时间在1-3s范围内。
¶ 6. Z轴抬升高度
打印平台每次抬升的距离。
打印完成后Z轴自动抬升,且抬升到足够的高度,模型才能与离型膜完全分离。
降低抬升距离可以减少打印时间。但由于离型膜有一定弹性,若抬升距离过小,可能导致刚成型的模型不能与离型膜分开,此时可拧紧离型膜的螺丝,降弹性。但是随着打印次数的增加,螺丝依旧会稍微松动。
一般使用默认设置参数即可。

¶ 7. Z轴抬升速度
抬升速度:打印层面时,打印平台从料槽抬升的速度。
速度过快,模型层与层、模型和离型膜之间会产生瞬间的较大的拉拔力,容易使模型产生裂纹甚至断裂导致打印失败。
速度过低,打印时长就会增加。
一般使用默认参数即可。
¶ 8. Z轴回退速度
打印平台每次下降的速度。
速度减缓,能够让树脂更好地回流。
速度过快,树脂液面可能产生波浪,导致模型错位等,影响打印效果。
一般使用默认参数即可。
¶ 9. 抗锯齿等级
抗锯齿:通过控制边缘曝光的连续性,对图像边缘的锯齿进行柔化处理,让模型表面更加光滑。
抗锯齿设置的参数越大,消除凹凸锯齿的效果越好;相应地,抗锯齿等级越高,切片时间更长,切片文件更大。
实际打印过程中,需要调整抗锯齿、灰度、图像模糊等级,三者组合使用,达到补偿像素纹的目的。
注:效果图是使用Anycubic Photon打印的模型效果图。由于近年技术升级,LCD 类的打印机都采用了黑白屏作为曝光屏,在将曝光时间减半的同时也会迅速固化每层边缘的树脂,降低抗锯齿的优化效果。

¶ 10. 图像模糊
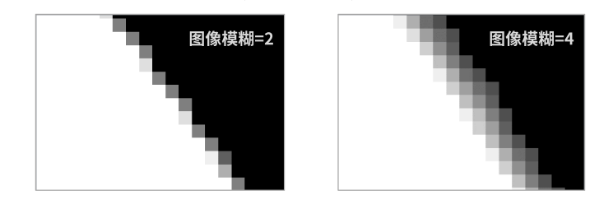
通过改变LCD屏幕的透光率(不改变UV光强),调整固化程度,将图像的边缘进行虚化,从而使过度较为均匀。图像模糊等级表示图像边缘在XY轴上模糊的层数,等级越高,模糊的程度越高。
当抗锯齿等级大于1的时候可以设置此功能。
实际打印过程中,需要调整抗锯齿、灰度、图像模糊等级,三者组合使用,达到补偿像素纹的目的。

¶ 11. 灰度
根据灰度等级提升每个像素的亮度,从而控制边缘的固化程度,是设置了抗锯齿和图像模糊之后的操作。亮度越高,透光率越高,固化越不完全。
当抗锯齿等级大于1的时候可以设置此功能。
实际打印过程中,需要调整抗锯齿、灰度、图像模糊等级,三者组合使用,达到补偿像素纹的目的。


¶ 12. 表面磨砂
表面磨砂仅部分机型可用,开启该功能后,模型表面呈现磨砂效果。仅当抗锯齿等级为1时可以开启该功能。
一般不使用该功能,仅当灰度,抗锯齿,图像模糊均失效后才使用。
¶ 13. 高级控制
基础控制模式下,底部层曝光时间较长,但抬升速度、抬升高度、回退速度与正常层一致。如果需要提升打印速度和打印质量,可将控制类型切换为高级控制,对Z轴运动进行更细致的设置。

¶ 14. 底部层控制
设置底部层打印过程中Z轴抬升速度、抬升高度、回退速度。
¶ 15. 正常层控制
设置正常层打印过程中Z轴抬升速度、抬升高度、回退速度。
¶ 16. 过渡层
底部层和正常层之间过渡的层数,层数越多,过渡时间越长。
阶段0:打印平台靠近成型面一端的Z轴运动。此阶段Z轴抬升速度和回退速度相对较慢,避免拉拔力过大、树脂回流不到位等情况影响打印效果。
阶段1:打印平台远离成型面一端的Z轴运动。此阶段Z轴抬升速度和回退速度相对较快,可有效节约打印时间。
