¶ 1. 曝光时间
曝光时间是指每一层树脂被紫外线照射固化的时间。
曝光时间不足会导致模型固化不完全,模型表面发软、细节缺失、有明显层纹。
曝光时间过长会导致模型膨胀变大,失去尺寸精度(因为树脂不是完全透明的,UV光会透过打印物溢散到周围区域)。
因此若要知道树脂的最佳曝光时间,则需要通过相应的曝光测试文件去测试。
¶ 2. “R_E_R_F”文件注意事项
Anycubic的曝光测试文件名为“R_E_R_F”,全称:Resin Exposure Range Finder,可用于测试不同树脂的最佳曝光时间。Anycubic的打印机均通过识别此文件名来运行曝光时间测试功能。
1)不要更改“R_E_R_F”的文件名。
2)每个机型的“R_E_R_F”文件不同,不要对不同机型的打印机使用相同的文件。
3)不要将其他文件命名为“R_E_R_F”。
4)测试文件中的默认曝光时间和时间增量因机器而异。具体参数请查看对应机型说明书:
服务支持 资料下载
5)测试文件中模型1的默认曝光时间可以根据个人需要在切片软件或者打印机上修改。
¶ 3. “R_E_R_F”文件使用说明
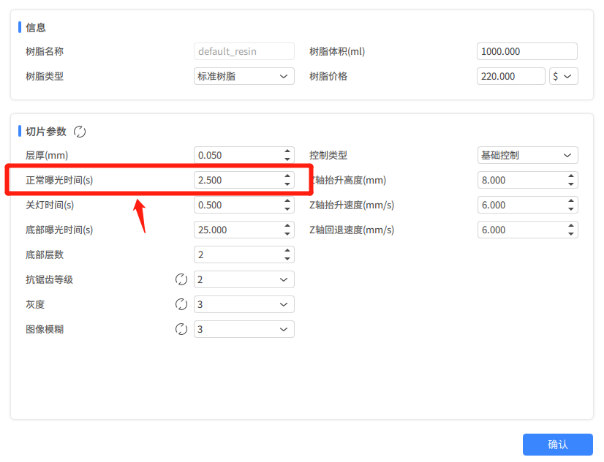
测试文件中有8个模型,每个模型斜体下方均有一个数字编号,模型上的数字编号表示其顺序,编号为1的模型曝光时间等于切片设置中的“正常曝光时间”,而不是“底部曝光时间”,其他模型的曝光时间在模型1的曝光时间的基础上按顺序自动增加“Ts”(Ts不可自行设置),具体时间增量随打印机型号不同而有所不同,请参考对应机型说明书:
服务支持 资料下载
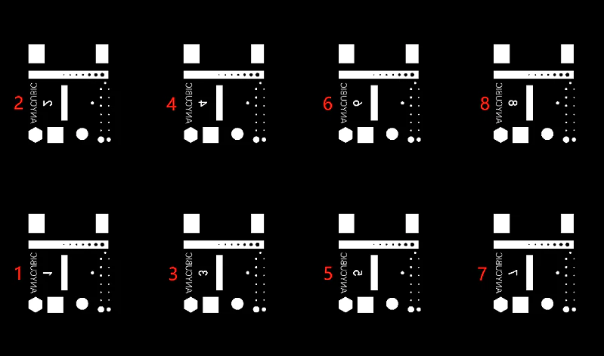
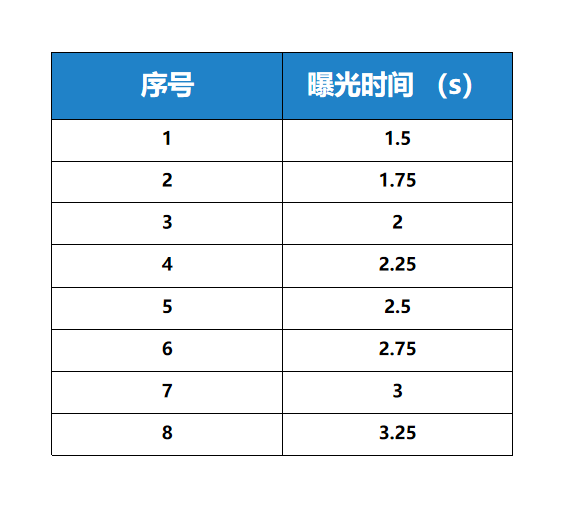
例:当正常曝光时间设置为1.5s,并且时间增量为0.25s时。序号1-8的模型曝光时间如下所示。
¶ 4. R_E_R_F文件的具体操作步骤
步骤1:根据您的打印机型号下载测试文件:
服务支持 资料下载
步骤2:将R_E_R_F文件导入U盘。
步骤3:U盘插入打印机,确认或者重新设置R_E_R_F文件的曝光参数后,打印此文件。
例如推荐曝光时间为2s,时间增量为0.25s时,可设置曝光时间为1s,模型1-8的曝光时间分别为:1s、1.25s、1.5s、1.75s、2s、2.25s、2.5s、2.7s。
(注:R_E_R_F文件中模型1的曝光时间(可修改)和时间增量(不可修改)随打印机型号不同而有所不同,请参考对应机型说明书:
服务支持 资料下载
步骤4:打印后清洁测试模型,根据模型编号确定曝光时间。
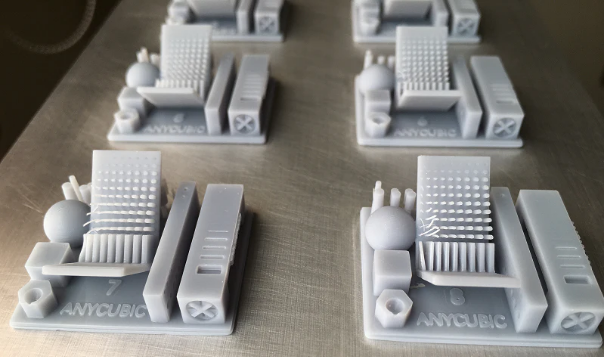
步骤5:查看每个模型的打印效果,如模型每个部位是否打印成功,细节是否清晰等,通过综合对比确认最佳曝光时间。
1)打印曲面模型,在打印效果差不多的情况下,多关注球面和斜体的光滑程度,越光滑越好。
2)打印出孔,细小柱体模型,在打印效果差不多的情况下,多关注出孔,圆柱体成型效果,出孔、圆柱越多越好。
3)打印普通模型,选择整体成型效果好的。
以模型A&B的比较为例:
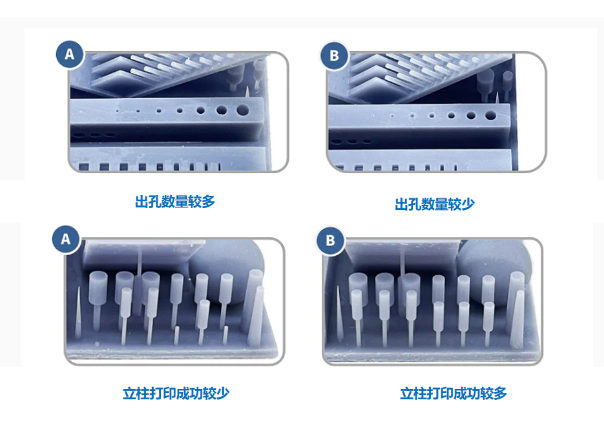
模型A:孔多(曝光参数介于参数最佳和打印失败之间),圆柱体少。如果按模型A的参数打印,可以打印出模型的更多细节,但打印失败机率较高。
模型B:孔少(曝光时间过长,导致模型膨胀变大),圆柱体多。如果按模型B的参数打印,模型打印成功机率更高,但会缺失一些细节。
可根据个人情况选择想要的曝光时间,但是如果8个模型的曝光时间都效果不佳,可重新调整测试文件的曝光时间,并进行二次测试,直到测出最佳曝光时间。