光固化:模型不沾平台、平台是空的03-12
首先要检查料槽里是否有已经固化的树脂;如果没有请按照第一个方案来检测,如果有请按照第二个方案来检测。
¶ 1. 料槽内没有固化的树脂:光源无法透过LCD屏
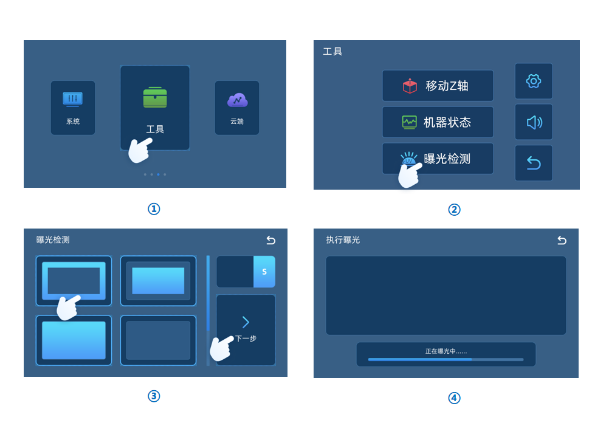
请把料槽、打印平台拿开在LCD屏上放一张A4纸,请参考下图(不同机型操作屏显示可能略有不同,请根据实际情况操作)进行曝光,观察LCD屏上显示的图像是否与选择的矩形图像一致。如果一致,说明光源没问题,请参考第二、三个方案进行问题排查。
如果LCD屏没有任何图像显示或图像异常,请录下视频联系旗舰店客服或者微信社群内的技术工程师处理。
¶ 2. 料槽内有固化的树脂,模型不沾打印平台
¶ 1) 打印平台0点位置(Z=0)和料槽底部离型膜的间隙过大,树脂固化时无法粘在打印平台上
①调平问题
如果是首次打印的话一般是调平问题不够低,可以参考相应机型的说明书或者开箱视频尝试重新调平并打印U盘测试文件。
②离型膜较松
如果离型膜较松(一般发生在自行更换离型膜后没有安装牢固而产生),需要重新拧紧离型膜的螺丝,但是随着打印次数的增加,螺丝依旧会稍微松动。
离型膜更换
¶ 2) 参数问题
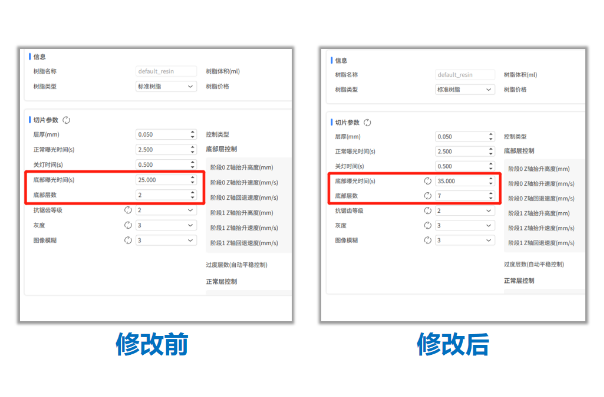
①增加底部曝光时间和底部层数。
底部曝光时间不够,或底部层数不足,导致底层固化不够牢固,建议在原来参数的基础上加10s的底部曝光时间和5层的底部层数。此两项参数会影响模型在打印平台上的粘性,可根据模型大小、重量、与打印平台的接触面积动态调整,越重和越大的模型需要越牢固的底层。下图以Anycubic Photon WorkshopV3.0切片软件设置为例:
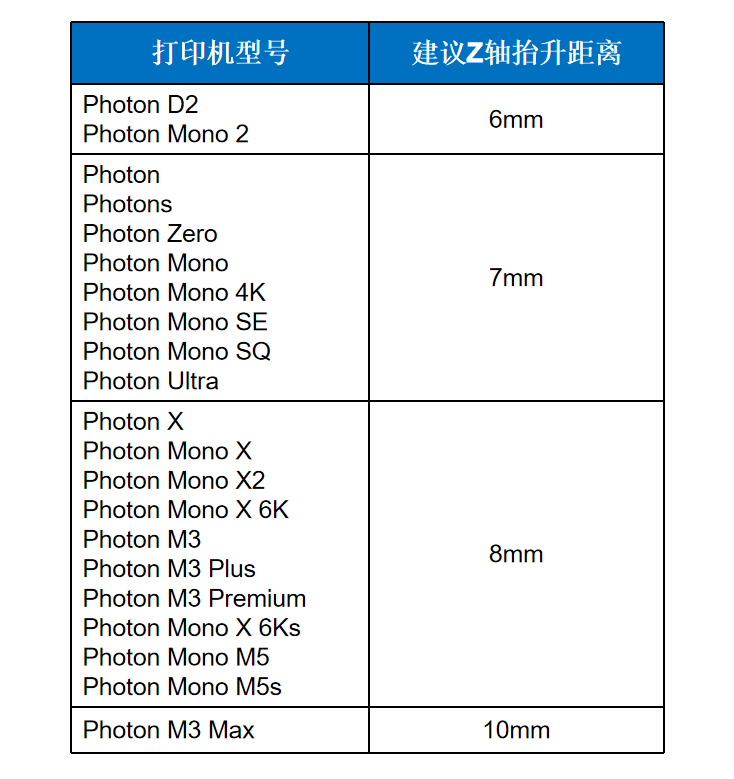
②增加Z轴抬升距离
请检查打印参数中的Z轴抬升距离。如果抬升距离不够,刚固化的模型会无法与离型膜彻底分开,造成粘料槽的现象。
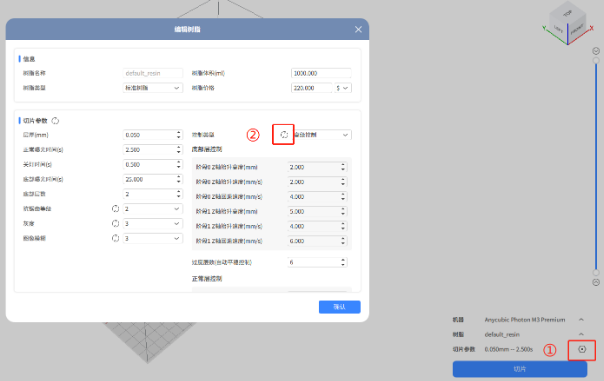
③若抬升速度设置过快,模型层与层、模型和离型膜之间会产生瞬间的较大的拉拔力,容易使模型产生裂纹甚至断裂导致打印失败。建议使用切片软件的默认速度,每款机型参数不同,下图以Anycubic Photon WorkshopV3.0切片软件设置为例,点击重置按钮即可返回默认参数设置:
④支撑问题
请检查模型的支撑,是否有悬空的情况。若整个模型或模型部分区域没有加支撑且不是贴底打印,也会导致模型打印失败。
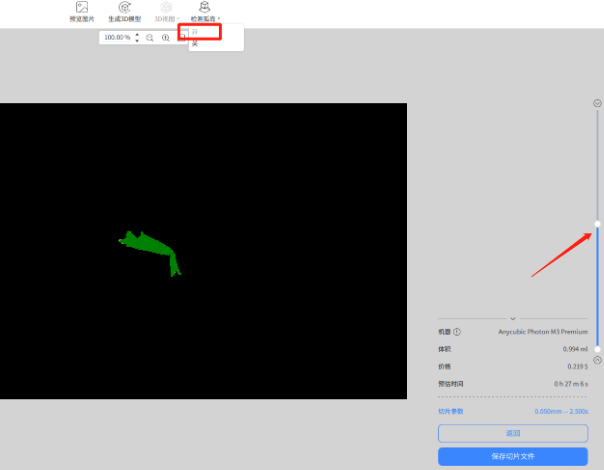
下图以Anycubic Photon WorkshopV3.0切片软件设置为例,开启“检测孤岛”,拖动进度条浏览每层的切片图像。
绿色部分代表下方有支撑,不需要添加支撑;
黄色部分代表有关联支撑,但有悬空,可能需要添加支撑;
红色部分代表悬空,必须添加支撑。

¶ 3) 温度影响
树脂最佳的打印温度在23℃左右,10-20℃之间流动性会降低,难以固化,需要增加曝光时间弥补,低于10℃将无法固化。如果您的所在的地区温度较低,可考虑以下解决方案:
①把装有树脂的瓶子在温水(60℃左右)里浸泡加热5分钟左右再打印;
②使用陶瓷加热器加热树脂(注意使用安全);
③把打印机转移到较暖和的室内环境后再打印。
¶ 3. 模型文件问题
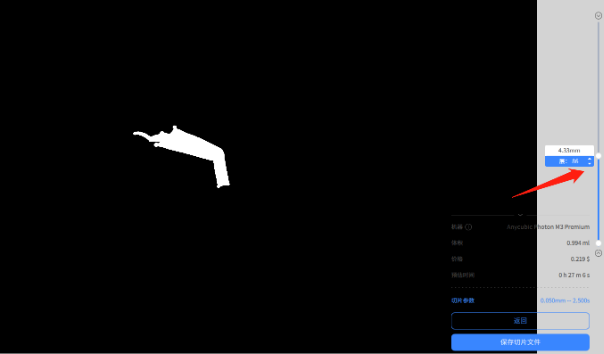
1) 请检查模型文件是否正常,在电脑上打开切片文件,手动拖动进度条观察每一层图像是否显示异常,与模型图像是否符合。
2) 请打印官方测试文件,如果打印官方测试文件打印平台上还是没有模型,请联系官方旗舰店客服或者微信社群技术人员。
¶ 4. 树脂问题
如果您于近期更换过不同类型的树脂,建议您咨询树脂厂商是否需要调整打印参数。