¶ 1.检查到残渣

¶ 工作原理:
当打印平台尚未到达Z轴限位开关位置时,力学传感器已经检测到特定的压力值,系统判断为料盒中存在残渣。
¶ 报错原因:
料盒内残留了树脂固化物、离型膜上存在小凸起、力学传感器损坏等。
¶ 解决办法:
如果您遇到这个问题,首先请先清理料盒底部,然后检查离型膜是否存在小凸起。如果在离型膜上发现小凸起,建议更换离型膜。
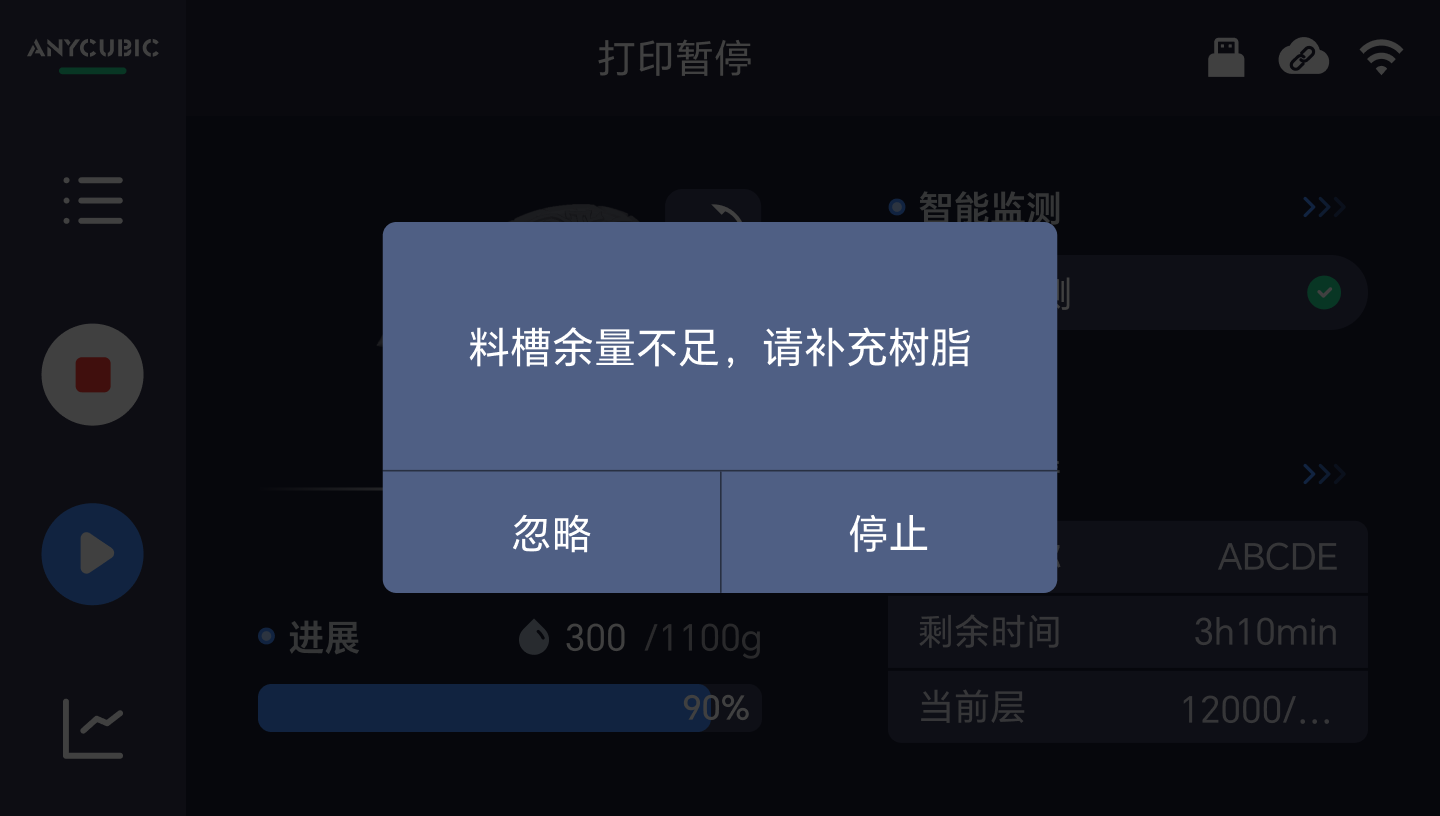
¶ 2.料槽余量不足,请补充树脂
¶ 工作原理:
在开始打印时,设备通过力学传感器识别打印平台接触树脂时的力度变化,准确获取料盒内的树脂量。
即:系统判定的料槽树脂量(ml)<100(ml)+当前切片文件所需树脂量(ml)
(如果切片文件所需树脂量大于料槽最大容积(1000ml)设备不会有此提示,请待打印进程过半再暂停补充树脂。)
¶ 报错原因:
料盒内树脂量不足,导致无法完成打印。
¶ 解决办法:
1.料盒树脂不足,请为料盒补充树脂,但不要超过MAX定位线,然后点击“重新检测”。设备将重新执行树脂检测。
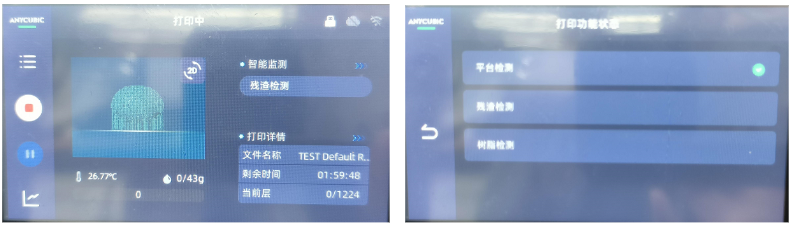
2.如果设备频繁有此提示。您可以选择点击“忽略”,然后进入打印界面,再点击“智能监测”查看状态栏中的”树脂检测“是否正常。如果树脂检测显示异常,可能是力学传感器本体损坏,设备无法通过传感器来检测压力值,从而导致异常报错。在这种情况下,建议您向购买设备的店铺咨询,并提供详细的情况描述和设备状态图片,专业技术人员将协助您解决问题。
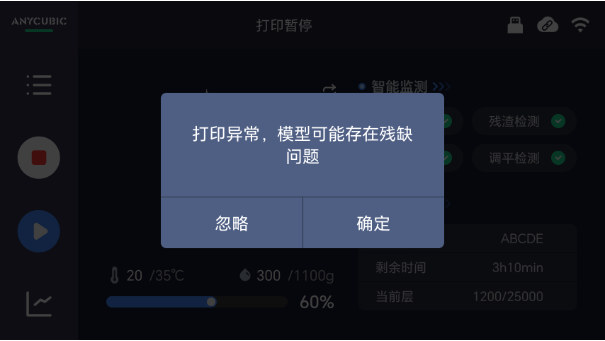
¶ 3.打印异常,模型可能存在残缺问题
¶ 工作原理:
力学传感器未检测到当前层存在离型力。为兼容不同类型的树脂,设备对曝光面积<15mm*15mm的打印层取消该检测。
¶ 报错原因:
曝光问题、树脂问题、参数问题、环境温度问题,调平问题等原因造成的模型残缺。
¶ 解决办法:
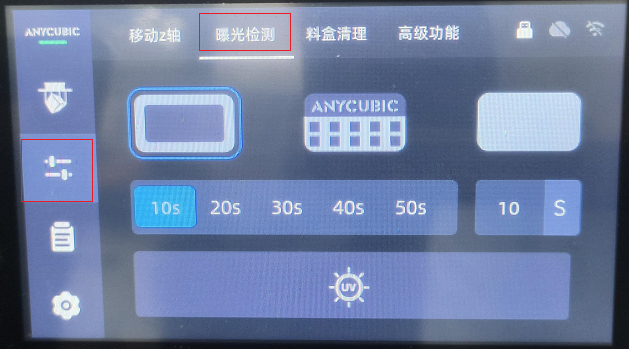
¶ (1)曝光问题
取下料盒和打印平台,在曝光屏上放置一张A4纸。然后点击“曝光检测”,选择第一个曝光图像曝光10S,确认操控屏和LCD屏曝光屏的图像是否一致。请尽量避免眼睛直视曝光图像以防伤害到眼睛。如一致,请按下一个方法排查。如不一致,请录制一段视频,并联系购买设备的店铺,会有专业的技术人员协助您解决此问题。
¶ (2)树脂打印参数问题
如果您使用的是第三方品牌的树脂,请先尝试使用Anycubic官方树脂并进行打印测试。
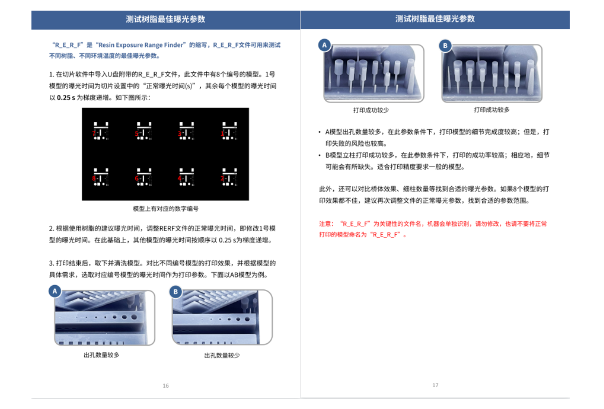
1.如果您使用Anycubic官方树脂能够正常进行打印,我们建议您向树脂供应商咨询合适的打印参数,或者使用我们官方提供的测试树脂文件“R_E_R_F”进行测试。关于“R_E_R_F”文件的详细说明,请参考下方图片。这将有助于确定最适合您的打印参数。
注意:您可以从U盘中获取“R_E_R_F”文件。
2.如果使用Anycubic官方树脂也出现相同的情况,建议优先打印U盘中的测试文件,以排除可能出现的模型支撑添加方式不当引起的问题。如果在打印官方测试文件后,仍未在打印平台上看到模型,请考虑将底部曝光时间调整为80秒。如果发现只有模型底部附着在打印平台上,请尝试增加正常曝光时间。

¶ (3)环境温度问题
在低于20°C的环境下,树脂的流动性受到影响,从而对打印产生负面影响。为了优化打印效果,建议您充分利用料槽的加热功能。首先点击“高级功能”-“加热料盒“,预设好需要的加热温度后开启自动加热功能。在此过程中,料槽会自动加热到设置温度,从而提高打印成功率。
注意:长时间加热可能导致料槽局部温度较高,打印结束时请勿直接触碰,避免烫伤。

¶ (4)调平问题
首先取下料槽,清理打印平台。然后在曝光屏左侧上方放置一张调平纸或A4纸,在主界面点击“移动Z轴”。当打印平台向下缓慢移动至停止时抽动调平纸或A4纸,感受是否存在较大的阻力,然后以同样的方式检查右侧。如果在两侧中有一侧或两侧的抽动相对容易,请手动调平校准打印平台。
