如果您在打印过程中发现固化的模型并未沾在打印平台,请先清理您的打印机料槽。
对于您遇到的问题,可能有以下几个原因:
¶ 1.曝光问题
取下料盒和打印平台,在曝光屏上放置一张A4纸操作“工具”-“曝光检测”选择第一个曝光图像点击“曝光”确认操控屏和LCD屏曝光屏的图像是否一致。
请尽量避免眼睛直视曝光图像以防伤害到眼睛。
如一致,请按下一个方法排查。
如不一致,请录制一段视频,并联系购买设备的店铺,会有专业的技术人员协助您解决此问题。

¶ 2.树脂打印参数问题
如果您使用的是第三方品牌的树脂,请先尝试使用Anycubic官方树脂并进行打印测试。
①如果您使用Anycubic官方树脂能够正常进行打印,我们建议您向树脂供应商咨询合适的打印参数,或者使用我们官方提供的测试树脂文件“R_E_R_F”进行测试。
关于“R_E_R_F”文件的详细说明,请参考下方图片。这将有助于确定最适合您的打印参数。
此文件存放在U盘中。

②如果使用Anycubic官方树脂也出现相同的情况,建议优先打印U盘中的““TEST Default Resin Fast.m5sp””测试文件,以排除可能出现的模型支撑添加方式不当引起的问题。
如果在打印官方测试文件“TEST Default Resin Fast.m5sp”后,仍未在打印平台上看到成型模型,请考虑将底部曝光时间调整为80秒。
如果发现只有模型底部附着在打印平台上,请尝试增加正常曝光时间。

¶ 3.环境温度问题
在低于20°C的环境下,树脂的流动性受到影响,从而对打印产生负面影响。为了优化打印效果,建议您充分利用料槽的加热功能。
首先,请启用工具→高级功能→智能料盒的加热功能。预设好需要的加热温度后开启自动加热功能。在此过程中,料槽会自动加热到设置温度,从而提高打印成功率。
注意:长时间加热可能导致料槽局部温度较高,打印结束时请勿直接触碰,避免烫伤。

¶ 4.调平问题
取下料槽,清理打印平台。在曝光屏左侧上方放置一张调平纸或A4纸。在主界面点击“工具”-“移动Z轴”-“调平检验”。
当打印平台向下缓慢移动至停止时(请注意,第一次下降到底部后会先抬升一段距离,最终缓慢下降到屏幕上,在此期间请勿先抽动调平纸或A4纸),
抽动调平纸或A4纸,感受是否存在较大的阻力。然后,以同样的方式检查右侧。如果在两侧中有一侧或两侧的抽动相对容易,
请按照下方视频中的步骤手动调平校准打印平台。M7 Pro手动调平视频
提示:打印平台的平整度在0.1mm以内。在此范围内,不会影响打印机的性能或打印质量。
¶ 5.打印平台校准
1.点击设置->系统设置->关于->详细信息。
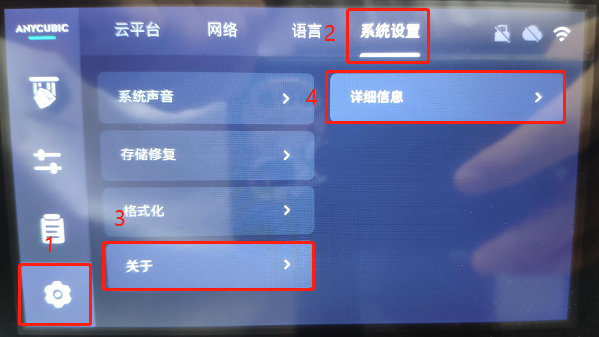
2.连续点击设备名称10次。
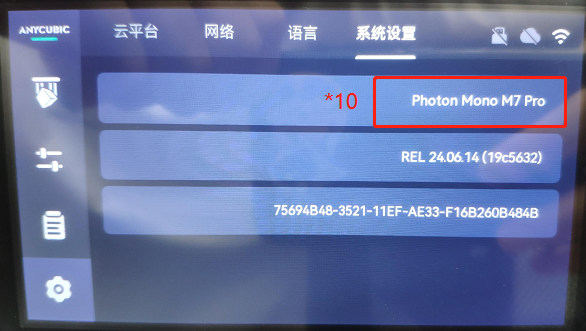
3.点击“力学校准”。

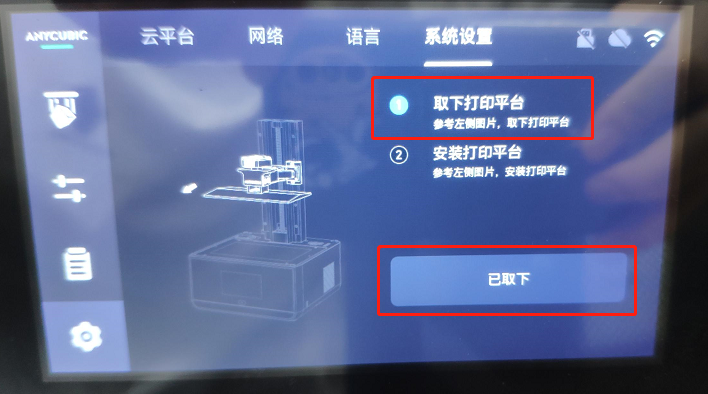
4.取下打印平台-点击“已取下”(打印平台上请勿附着模型,打印平台建议清洗干净,以免影响数据准确性)。
5.重新安装平台-点击“已安装”。
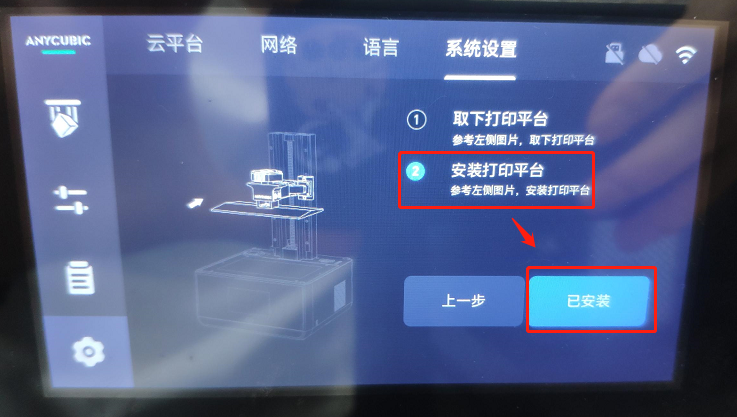
6.校准完成点击“确定”,点击任意功能退出“力学校准”。