注意:本文是基于1.3.5版本的Anycubic slicer Next切片软件编写的,软件版本不一致可能会有一些出入。
¶ 层高的定义
打印过程中,每一打印层在垂直方向上的厚度。由于模型是通过逐层堆叠材料逐步成型的,因此层高的大小直接决定了模型在Z轴方向上的分辨率,也被称作“垂直分辨率”。
通常来说,层高越小,打印出的模型表面越细腻、细节表现越精准,整体精细度也越高。
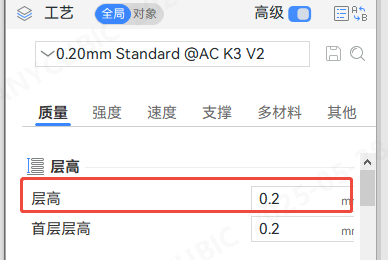
在切片软件中,在工艺——质量——层高中设置层高参数。
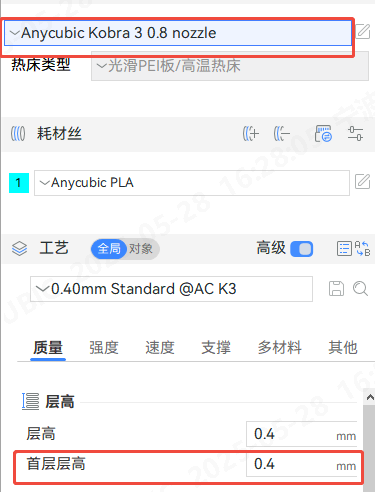
也可以再工艺参数中选择需要的层高,不同的喷嘴尺寸对应不同的预设参数,根据自己的需求选择合适的参数

首层层高:就是我们所说的打印模型的首层,就是也就是喷嘴和热床之间的高度
初始层的高度是参数默认的,喷嘴直径不同,初始层高也不同。略微增加初始层的高度可以改善打印平台的粘附性。各机型使用默认0.4mm的喷嘴,首层层高都是0.2



¶ 层高的影响
层高影响的是模型表面的精细度以及打印的时间
每一层的切片高度。越小的层高意味着更高的精度和更长的打印时间,示例模型各个不同层高,所打印的时间
|
0.08mm层高 时间13min28s |
0.20mm层高 时间8min37s |
0.28mm层高 时间7min54s |
 |
 |
 |
¶ 层高的范围
为了获得良好的打印质量,必须在合理的层高范围内进行设置。若层高设置过高或过低,均可能导致打印效果不佳。通常而言, 以 0.4mm 直径的喷嘴为例,推荐的打印层高范围为 0.08mm 至 0.28mm,可在质量与打印速度之间取得良好平衡。
喷嘴直径不同,所呈现的层高范围也有所不同,可以在打印机-挤出机查看层高的范围限制

¶ 可变层高
使用较低的层高打印可以使模型表面更加细腻光滑,但相应地会增加打印所需的时间。对于某些特定模型,我们往往只需要在细节部分采用较小的层高,而其他区域则可以保持较高的打印效率。这时,您可以使用“可变层高”功能,为模型的不同区域设置不同的层高,从而在保证质量的同时提升整体打印效率。
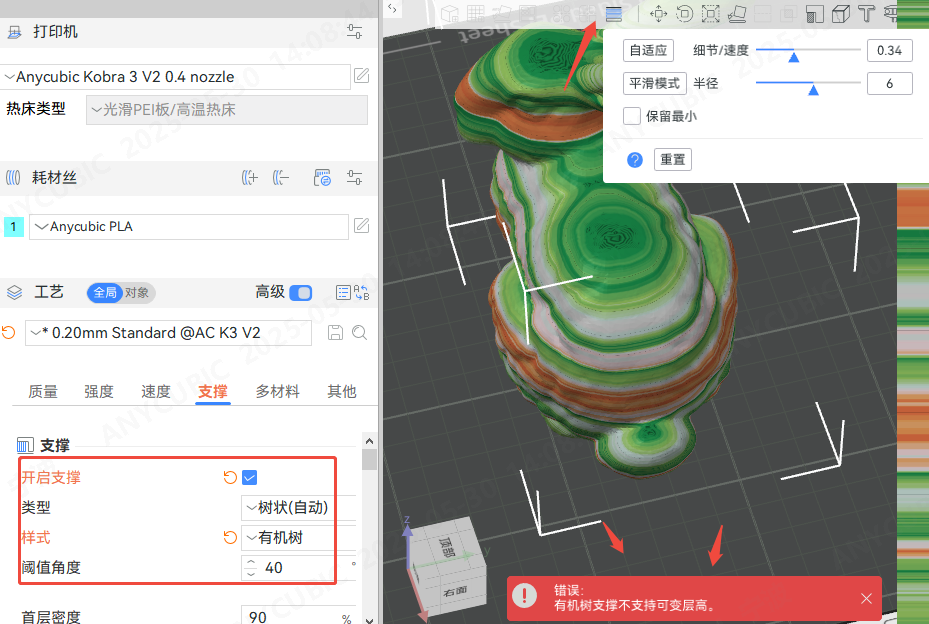
开启可变层高
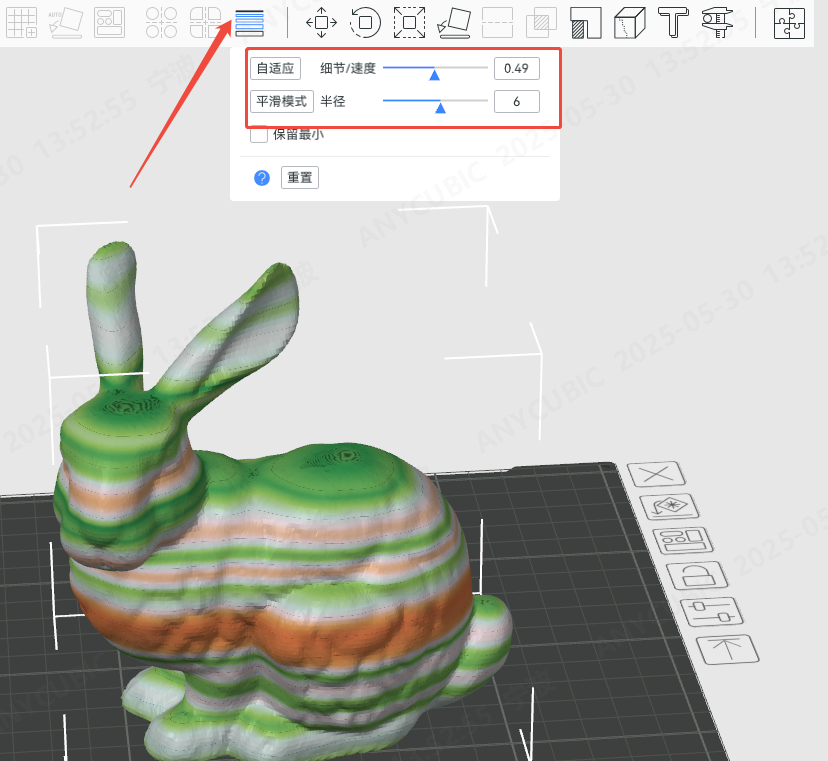
细节/速度:点击自适应,它将会综合您对打印细节和速度的需求自动调节不同范围的层高。如果拖动小三角形靠近“细节”,说明打印的模型更精细,它会自动给模型更多的部分设置成较低的层高。如果拖动小三角形靠近“速度”,则会更倾向于更快的打印速度,所以会自动给模型的更多部分设置成较高的层高
平滑模式:点击将会让不同层高过渡更加平滑。半径指的是高斯滤波器的滤波宽度。更大的过滤半径将使曲线更平滑,你可以多次点击来获得平滑的曲线效果,让不同层高之间更好地过渡
保留最小:在使用平滑模式的时候,将不会去改变最小层高部分,也就是在平滑曲线的时候最小层高仍然保持原有值。
模型示例对比
开启可变层高
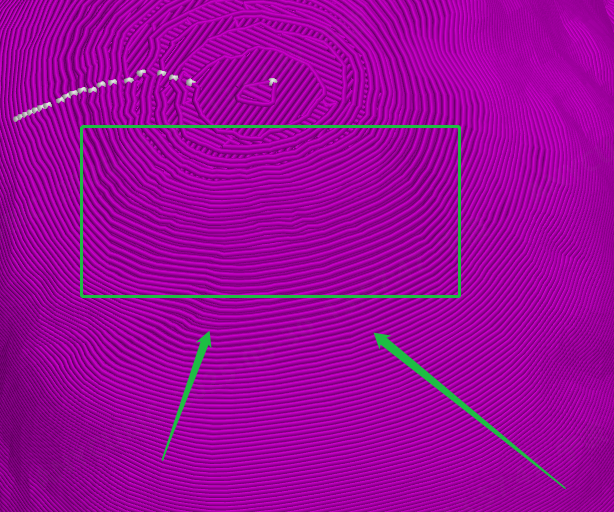
未开启可变层高
注意事项:
可变层高也不支持与树状支撑中的“有机树支撑”同时使用。
关于支撑的详细的参数设置你可以参考 —— 支撑的结构