¶ 温馨提示:
本文是基于1.3.5.2版本的Anycubic slicer Next切片软件编写的,软件版本不一致可能会有一些出入。
¶ 一、模型为什么要回抽?
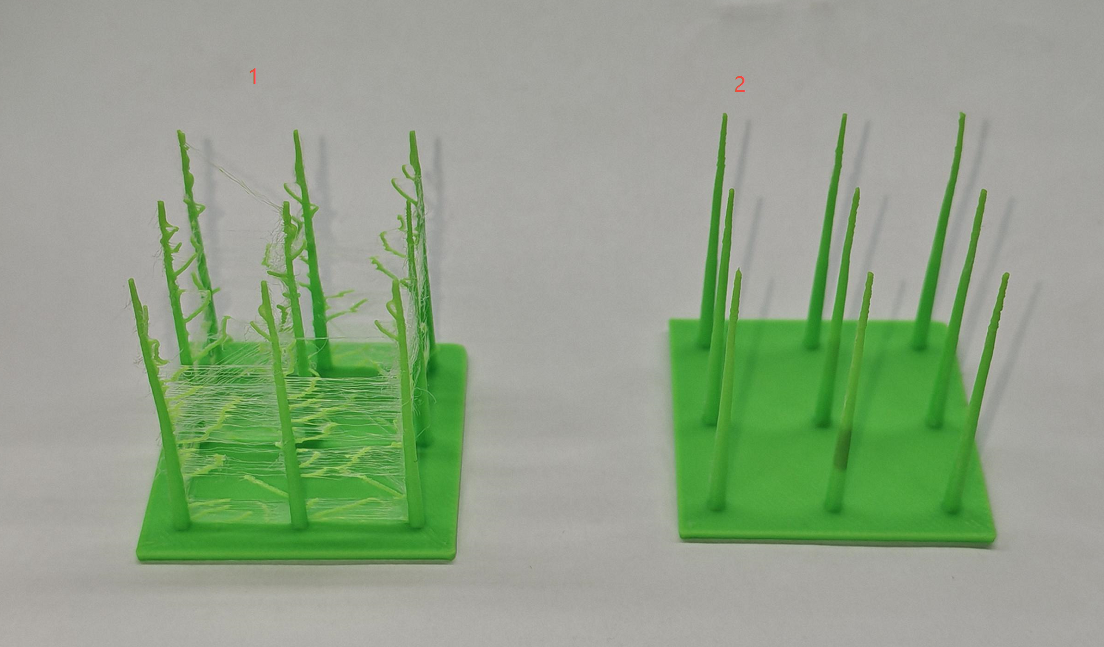
在FDM3D打印中的"回抽"是一个极其重要的功能,其核心目的是"控制熔融塑料的流动,防止在非打印区域产生不必要的渗出和拉丝",从而提高打印件的表面质量和精度。
如图:左边关闭回抽,右边开启回抽。
¶ 二、回抽设置在哪?
您可以在打印机设置和耗材丝设置中来启用回抽功能。
1.打印机设置
2.耗材设置
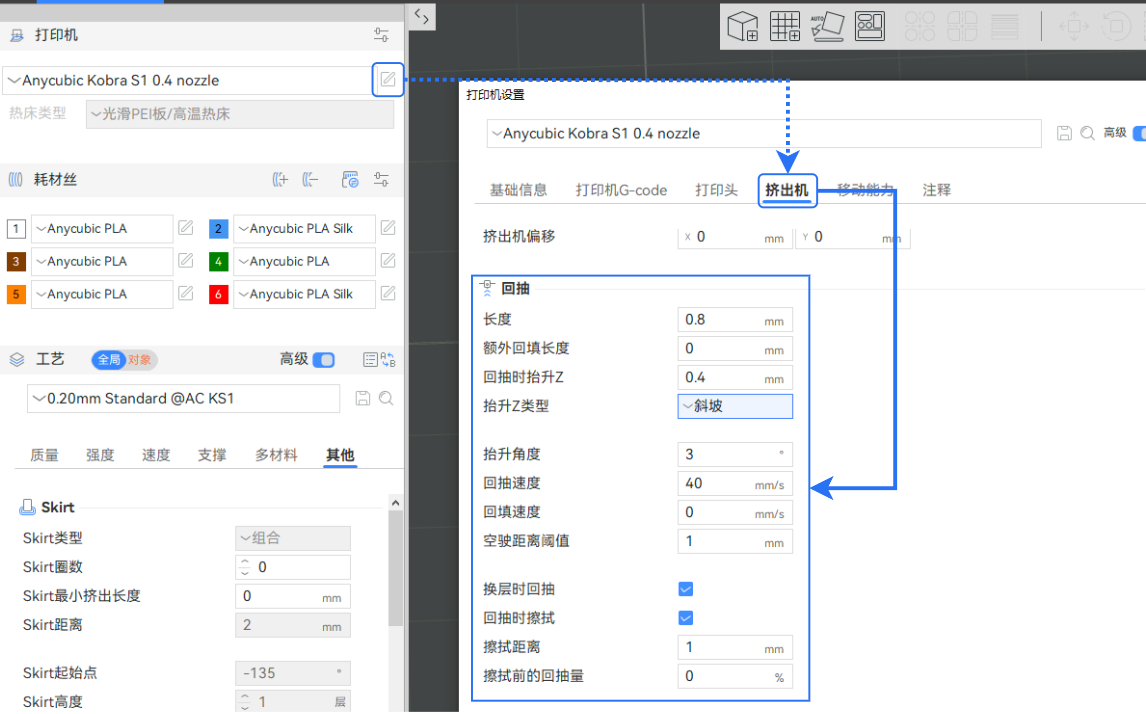
¶ (1)打印机设置-启用回抽
请打开Anycubic Slicer Next切片软件,点击打印机侧边栏设置”挤出机“,设置整体回抽耗材的参数。
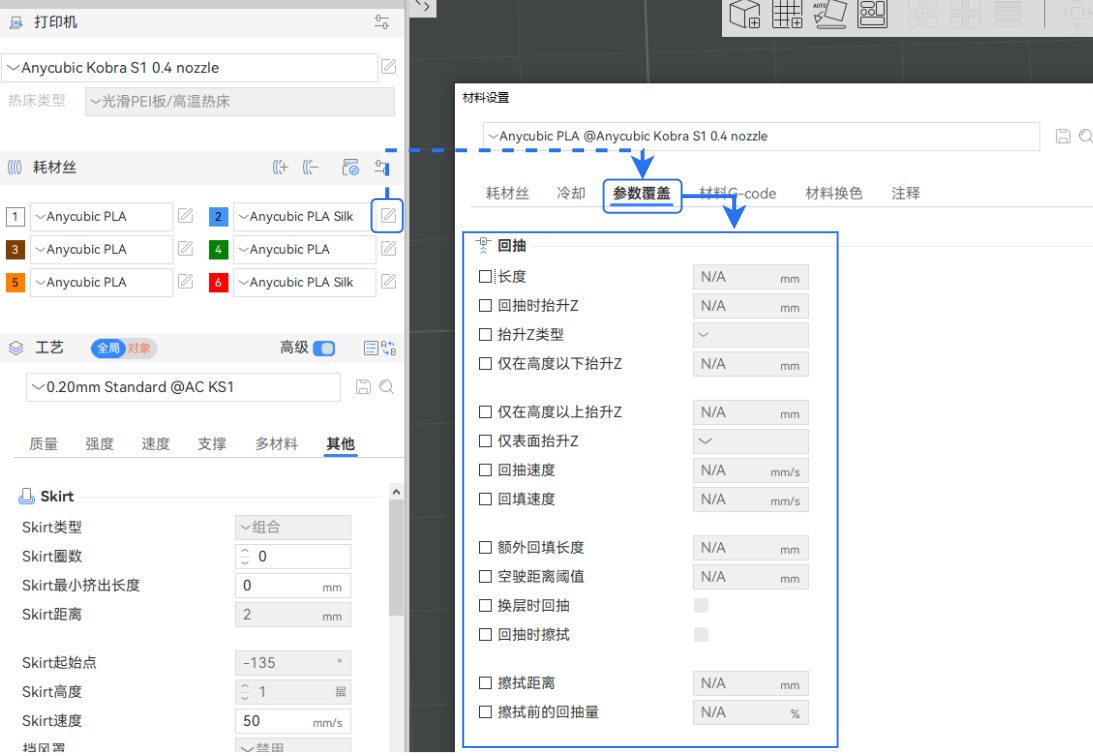
¶ (2)耗材设置-启用回抽
请打开Anycubic Slicer Next切片软件,点击耗材侧边栏设置”参数覆盖“,设置某个耗材回抽的参数。
(N/A代表关闭某个耗材回抽,如果设置某个参数,会自动打开参数设置)
¶ 三、参数介绍
¶ 1.长度
挤出机中的一些材料会被拉回特定长度,避免空驶较长时材料渗出。设置为”0“表示关闭回抽。
¶ 2.额外回填长度
每当空驶后回抽被补偿时,挤出机将推入额外数量的耗材丝。很少需要此设置。
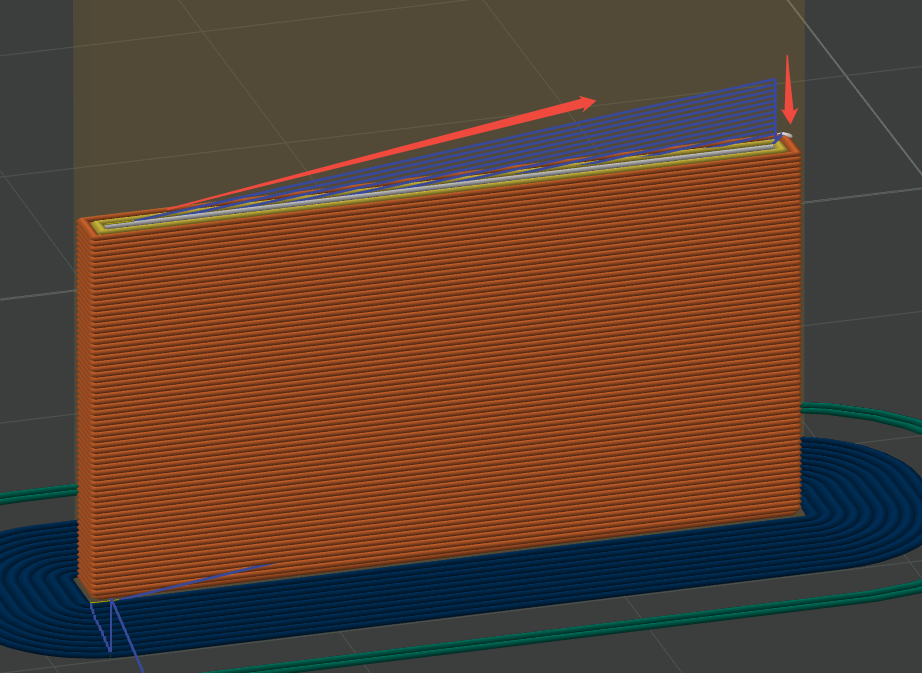
¶ 3.回抽时抬升Z
回抽完成之后,喷嘴轻微抬升,和打印件之间产生一定间隙。这能够避免空驶时喷嘴和打印件剐蹭和碰撞。使用螺旋线抬升z能够减少拉丝。(最大值为“5”mm)
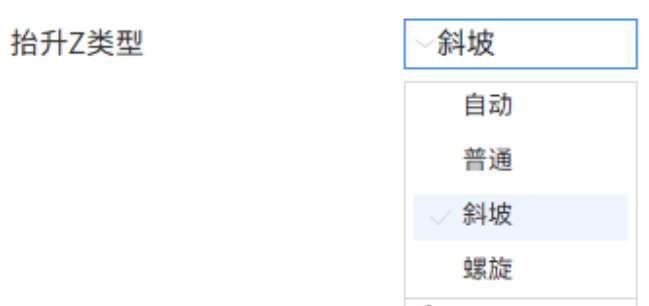
¶ 4.抬升Z类型
以下是回抽完成后抬升喷嘴的几种方式。
自动/普通/斜坡/螺旋
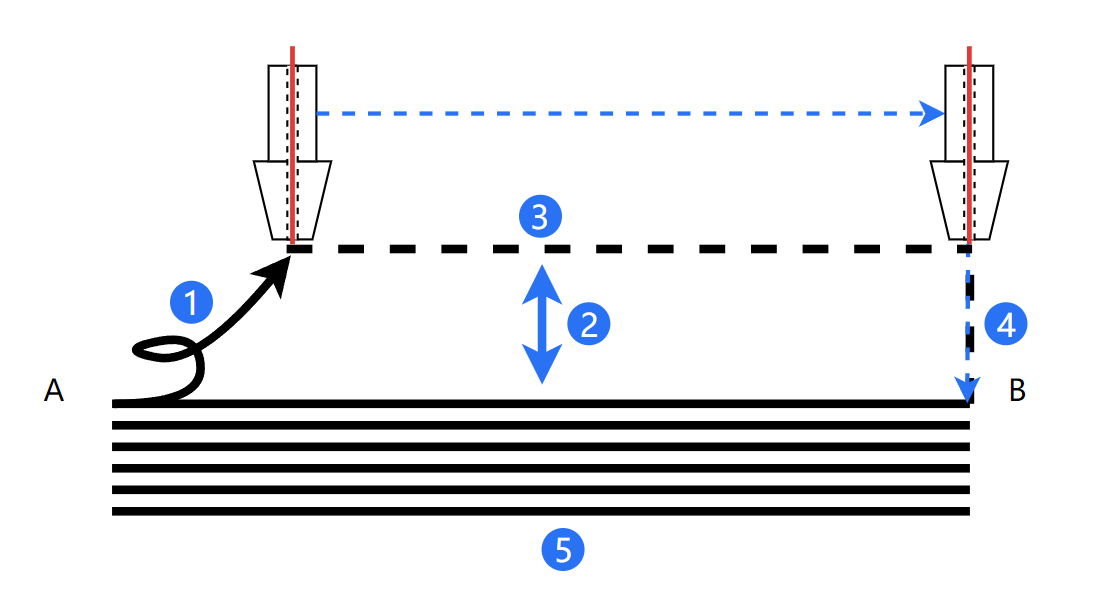
下面例子图中以热端喷嘴从A点回抽并移动到B点示意图。
¶ (1)斜坡
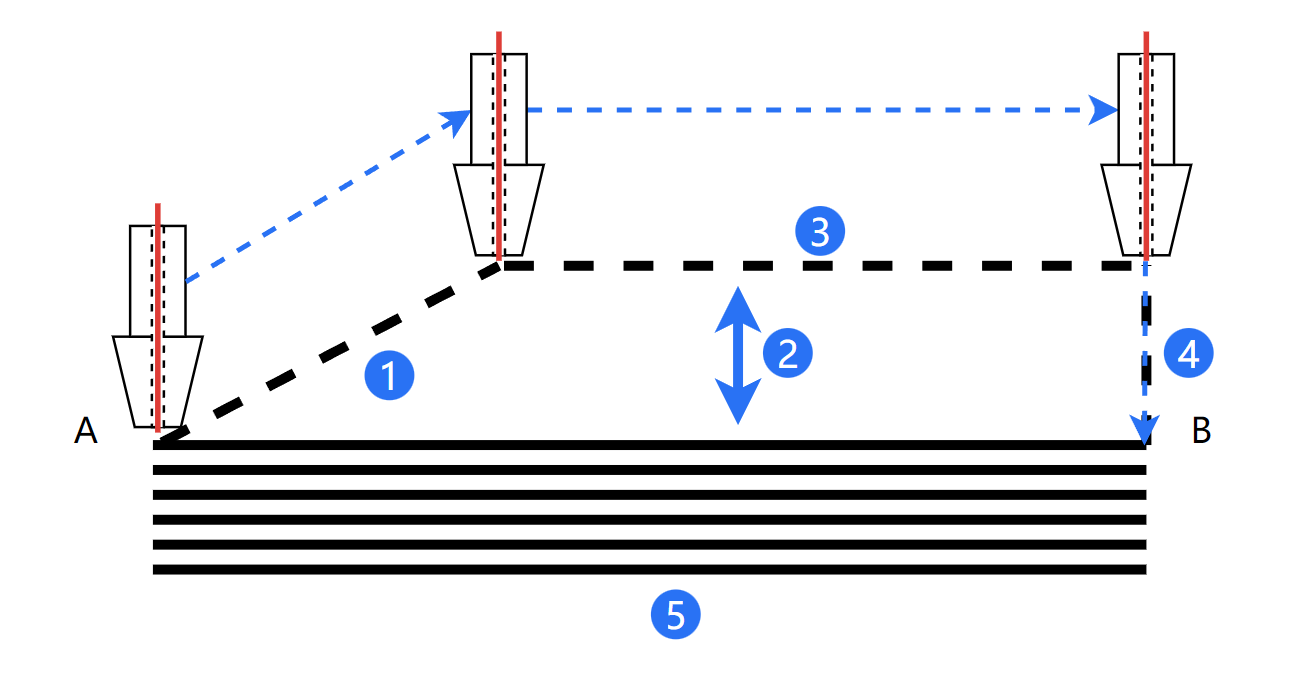
① 斜坡Z轴抬升角度
② Z轴抬升高度
③ 空驶
④ Z轴下降
⑤ 打印模型表面
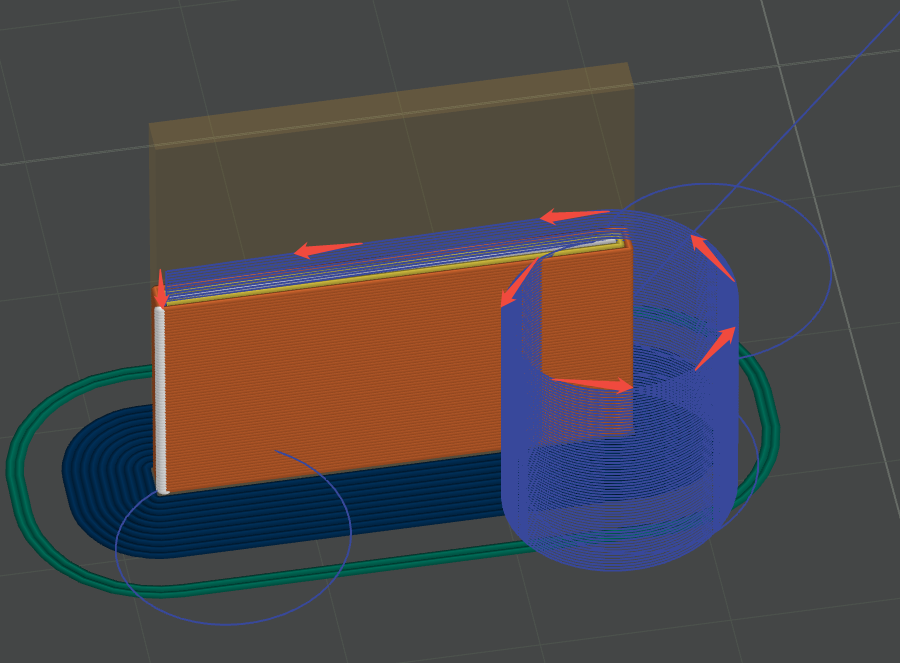
¶ (2)普通
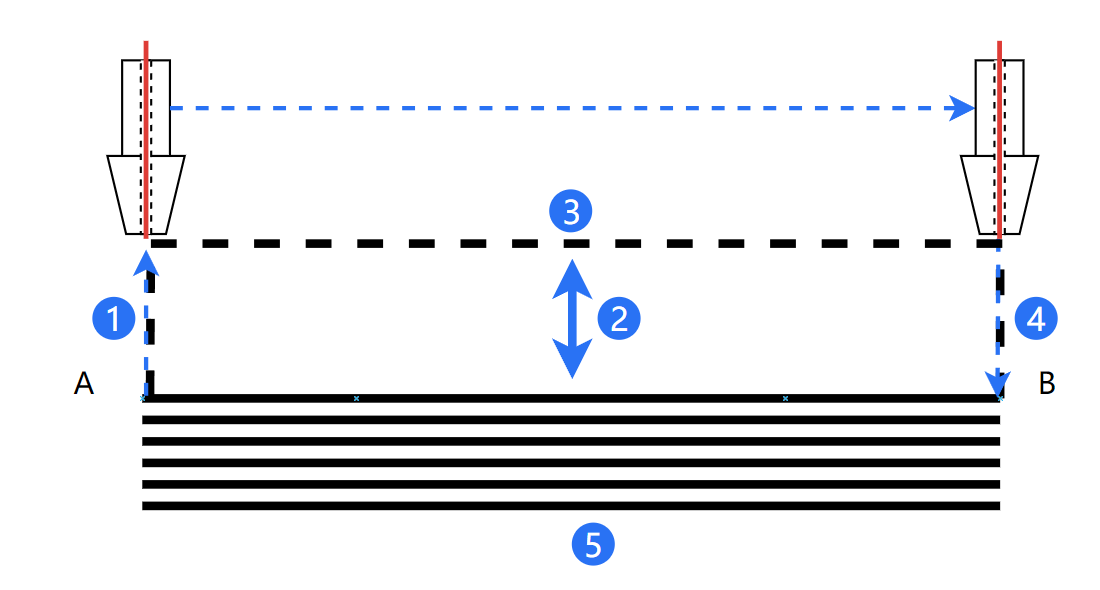
① 普通Z轴抬升
② Z轴抬升高度
③ 空驶
④ Z轴下降
⑤ 打印模型表面
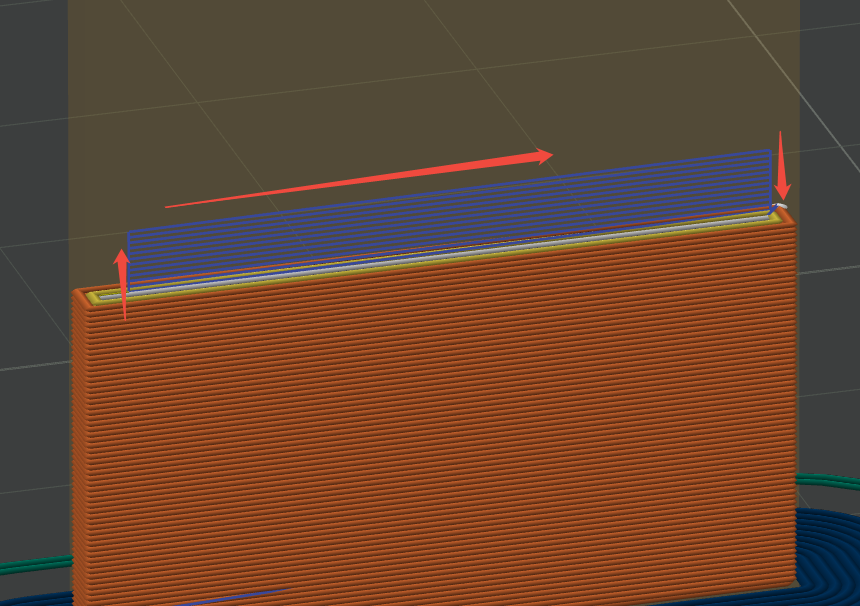
¶ (3)螺旋
① 螺旋Z抬升
② Z轴抬升高度
③ 空驶
④ Z轴下降
⑤ 打印模型表面
¶ (4)自动
如果选择“自动”切片软件通过算法自适应调整Z抬升方式
¶ 5.Z抬升范围下限和上限
只有当Z抬升值在Z抬升范围的下限和上限之间时Z抬升才会生效。这和打印机可打印的Z轴高度范围有关,不同型号打印机的Z抬升范围可能会有区别。
¶ 6.回抽速度
回抽时拉回耗材丝的速度。
¶ 7.装填速度
回抽后再次装填耗材丝的速度,0表示和回抽速度保持一致。
¶ 8.额外回填长度
每当空驶后回抽被补偿时,挤出机将推入额外数量的耗材丝。很少需要此设场
¶ 9.空驶距离阈值
只在空驶距离大于该数值时触发回抽,
¶ 10.换层时回抽
如果开启换层时回抽功能,将在每次打印换层的时候会强制回抽。
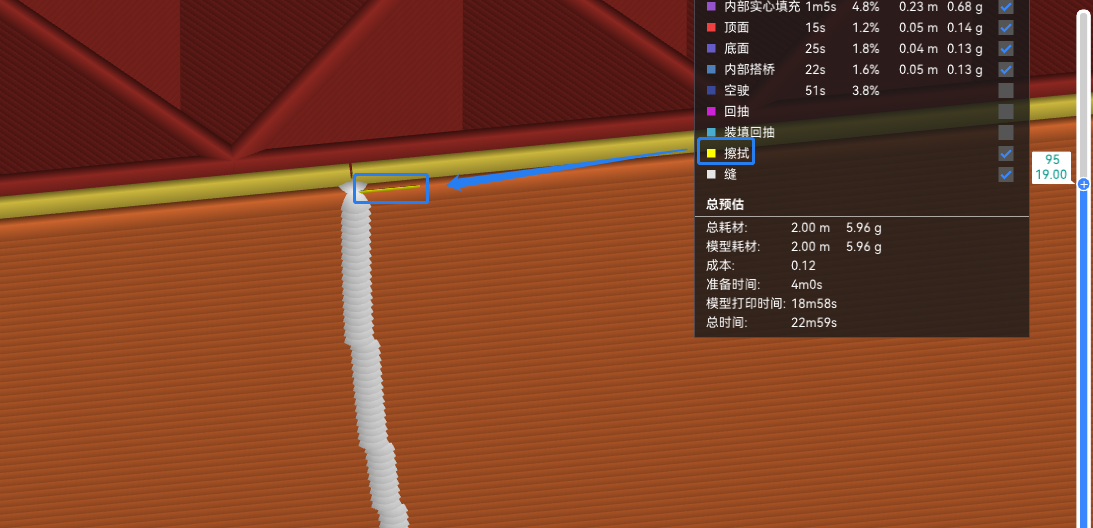
¶ 11.回抽时擦拭
当回抽时,让喷嘴沿着前面的走线方向继续移动,清除掉喷嘴上的漏料。这能够避免空驶结束打印新的区域时产生斑点。
¶ 12.擦拭距离
描述喷嘴在回缩时将沿着最后路径移动多远。根据擦拭操作持续的时间以及挤出头/丝材回缩设置的速度和距离,可能需要一次回缩动作来回收剩余的丝材。在下面的擦拭前回缩量设置中设置一个值将在擦拭前执行多余的回缩,否则将在擦拭后执行。
¶ 13.擦拭前的回抽量
擦拭之前的回抽长度,用总回抽长度的百分比表示,默认值为“0”。在打印内墙到外墙时设置擦拭前不回抽(擦拭前的回抽量值为:“0”),提高外墙的Z缝效果会更好一些。
¶ 四、注意事项
(1) 回抽并非万能: 回抽不能完全消除所有拉丝,特别是对于粘度低、流动性强的材料(如PETG),或者打印温度过高时。需要配合其他设置(如温度、移动速度)优化。
(2)可能增加打印时间: 每次空移都进行回抽和重新挤出会略微增加总打印时间。
(3)耗材磨损: 频繁的回抽动作可能会对耗材丝表面造成额外的磨损(被驱动齿轮咬合的部分)。
(4) 柔性材料挑战: 对于TPU等柔性耗材,过大的回抽距离或过快的回抽速度可能导致耗材在热端内压缩、变形甚至堵塞。通常需要更小的回抽距离和较慢的回抽速度。
(5)回抽后挤出不足: 如果回抽距离过大或回抽后重新开始挤出时的“额外重启挤出量”设置不当,可能导致路径起始点缺料,形成孔洞或结合不牢。
(6)耗材受潮:在打印过程中更容易出现拉丝漏料情况,如果想调整回抽设置参数来减少拉丝,是无法彻底解决的。建议您尝试将耗材烘干后,在微调回抽设置参数来获得更好的打印效果。