注意:本文是基于1.3.5.3版本的Anycubic slicer Next切片软件编写的,软件版本不一致可能会有一些出入。
¶ 接缝的定义
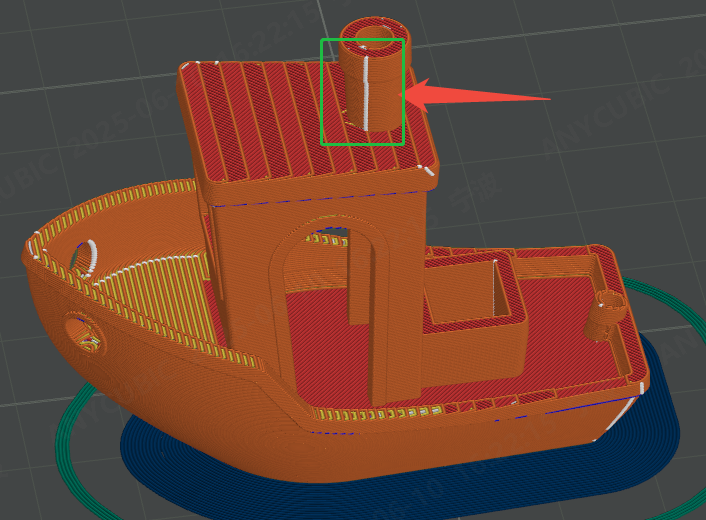
接缝是指在打印过程中,每条走线的起始与终止位置交汇时产生的微小缝隙,通常会在模型表面形成垂直方向的痕迹。由于FDM类型打印机的结构限制,接缝几乎无法被完全消除,通常会略微可见。不过,通过合理优化打印参数,可以在很大程度上减弱接缝的视觉效果。对于表面形状复杂、存在凹凸或边角的模型,接缝往往可以被有效隐藏;而对于表面光滑、曲率均匀的模型(如圆柱体),接缝则较为明显,难以掩盖。
¶ 接缝的设置方法
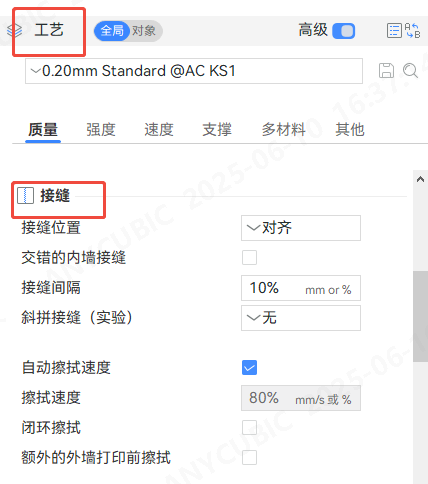
接缝设置界面如下
¶ 接缝位置
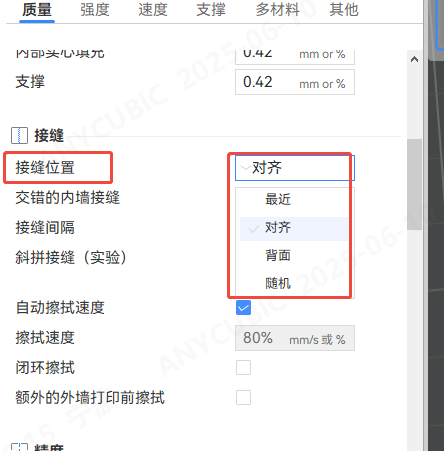
为了获得更理想的打印效果,可在工艺预设中设置接缝位置。目前提供四种接缝模式可选:最近、对齐、背面和随机,用户可根据模型特性灵活选择,以优化接缝的分布和视觉效果
¶ 最近
“最近”模式会根据以下优先级选择接缝位置:凹形的非悬垂顶点 > 凸形的非悬垂顶点 > 普通非悬垂顶点 > 悬垂顶点。也就是说,它优先将接缝设置在凹陷或突出的非悬垂区域,以更有效地隐藏接缝,提高打印外观质量。
¶ 对齐
候选接缝位置的筛选逻辑与‘最近’原则一致,但会优先选择最靠近前一层接缝的位置,以确保模型整体接缝的对齐性
¶ 背面
接缝默认布局在模型背部,以保持外观整洁
¶ 随机
随机接缝模式会在每一层选择不同的位置生成接缝,使其分布更分散,视觉上不如‘对齐’或‘背部’模式统一,但能减少接缝的明显程度。这种方式会在模型表面形成类似散点图的纹理效果。
¶ 交错的内墙接缝
此选项会根据内墙深度使接缝向后移动,形成锯齿形模式。
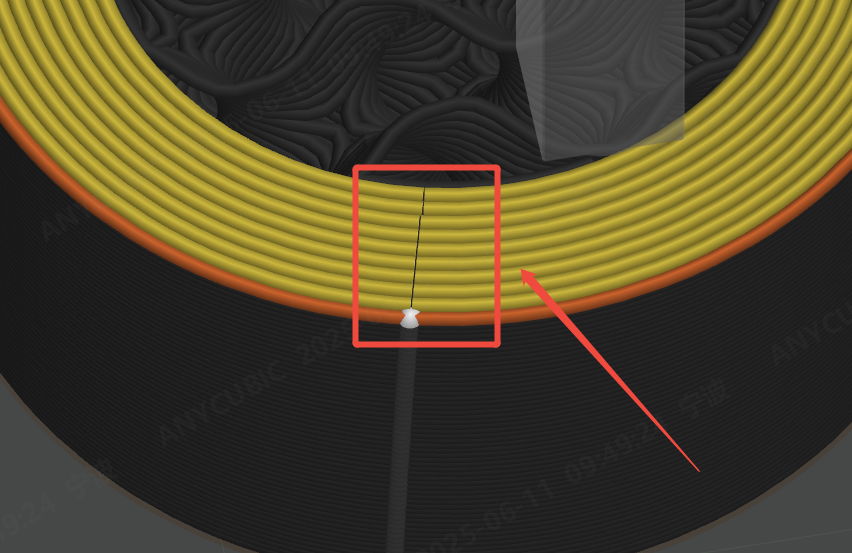 |
| 未开启“交错内墙接缝”选项 |
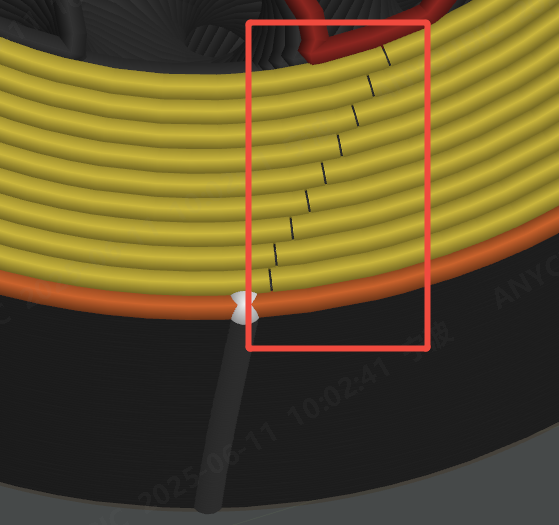 |
| 开启“交错内墙接缝”选项 |
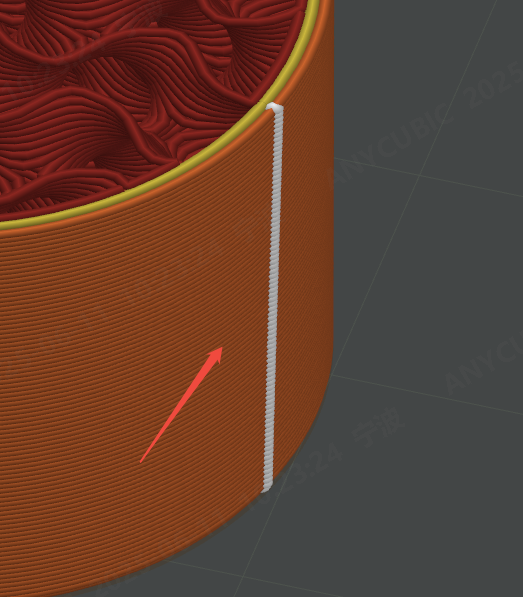
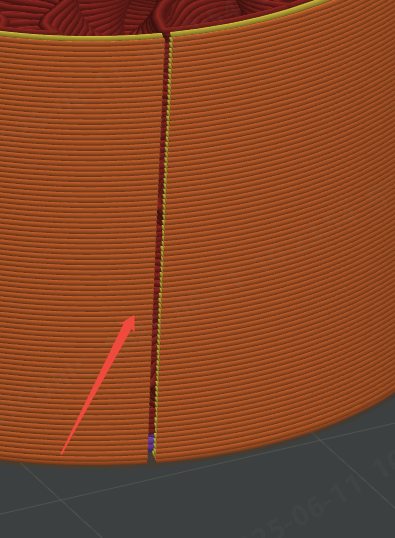
¶ 接缝间隔
为了减少闭环挤出中的接缝可见性,环路会被中断并缩短指定的长度。该长
度可以以毫米为单位或作为当前挤出机直径的百分比进行指定。此参数的默
认值为10%。
| 默认10%参数 | 更改参数为80% |
 |
 |
¶ 自动擦拭速度
此选项是默认勾选的,擦拭速度由当前挤出类型的速度决定。例如,如果擦拭动作紧随外,擦拭速度将使用外墙的速度。
¶ 擦拭速度
此参数默认是80%mm/s,比较合适的参数,是无需进行修改的
¶ 闭环擦拭
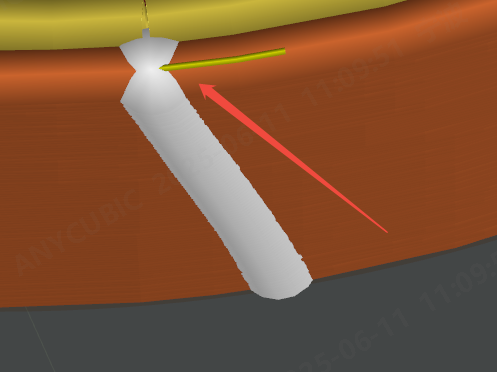
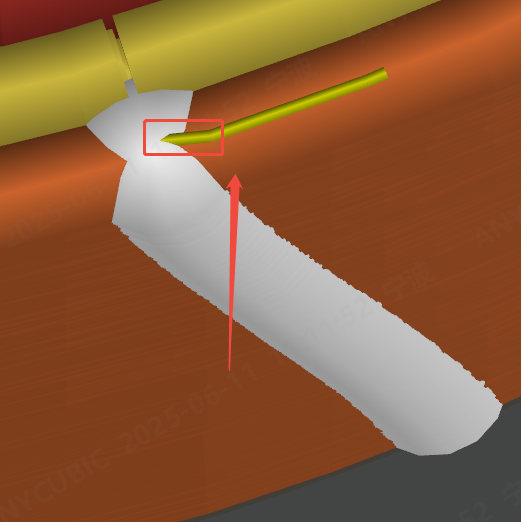
为了最大限度地减少闭环挤出中接缝的可见性,在挤出机离开环之前,会向内执行一个小小的移动。
¶ 额外的外墙打印前擦拭
为了在使用外内(Outer/lnner)或内外内(Inner/Outer/lnner)墙体打印顺序时,最小化外部轮廓开始处可能出现的过量挤出的可见性,解除回缩会在外部轮廊开始处稍微向内侧进行。这样任何潜在的过量挤出都会被隐藏在外表面之下。在使用外内或内外内的墙体打印顺学打印时,此方法很有用,因为在这些模式下,外部轮廊更有可能在解除回缩动作后立即打印。
未开启此选项,打印头的运动轨迹
开启此选项,打印头的运动轨迹