注意:本文是基于1.3.5.3版本的Anycubic Slicer Next切片软件编写的,软件版本不一致可能会有一些出入。
¶ 功能介绍:
在切片软件中设置悬垂降速是解决模型悬垂部分打印质量不佳(如塌陷、拉丝、边缘卷曲)的关键方法之一。它的核心思想是在打印悬垂区域时减慢打印头移动速度,让灯丝有更多时间冷却和凝固,从而保持形状。
内外墙速度对打印模型的表面质量有很大的影响,特别是对于悬垂表面。一般来说,当整体打印速度较慢时,悬垂面质量通常不会有问题。但对于高速打印场景,即便是层面积大、单层打印时间长且冷却充足,过快的墙速度依然可能导致悬垂表面质量不及预期。为了在打印时间和打印质量之间取得平衡,有必要对悬垂区域进行检测,并以较慢的速度打印。因此我们在Anycubic Slicer Next中引入了“悬垂降速”功能来控制不同悬垂部分的墙体速度。
¶ 操作指南:
¶ 悬垂降速:
Anycubic Slicer Next中默认开启悬垂降速功能,您可以在下图位置修改不同区间的墙速度。
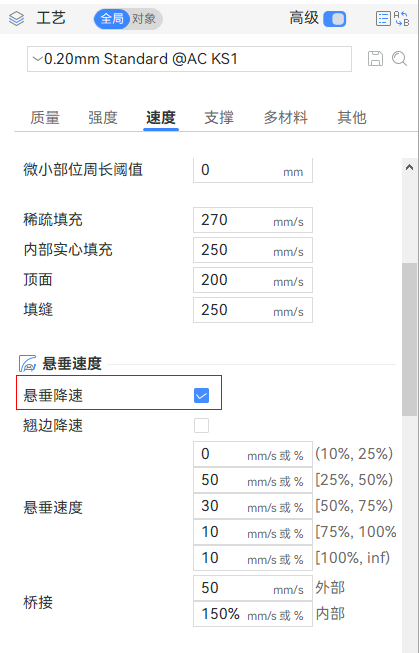
当您不需要此功能时,取消勾选“悬垂降速”,此时悬垂速度会被隐藏并且不起作用。

¶ 翘边降速:
启用翘边降速功能可以在可能发生翘边的区域降低打印速度。例如,在打印像Benchy船首这样的尖角悬垂时,将应用额外的减速,减少多层累积的翘边。
当开启翘边降速时,悬垂周长将被视为悬垂,这意味着即使悬垂周长是桥的一部分,也会应用悬垂速度。例如,当周长完全悬垂,下方没有任何支撑墙时,将应用100%的悬垂速度。

¶ 应用案例:
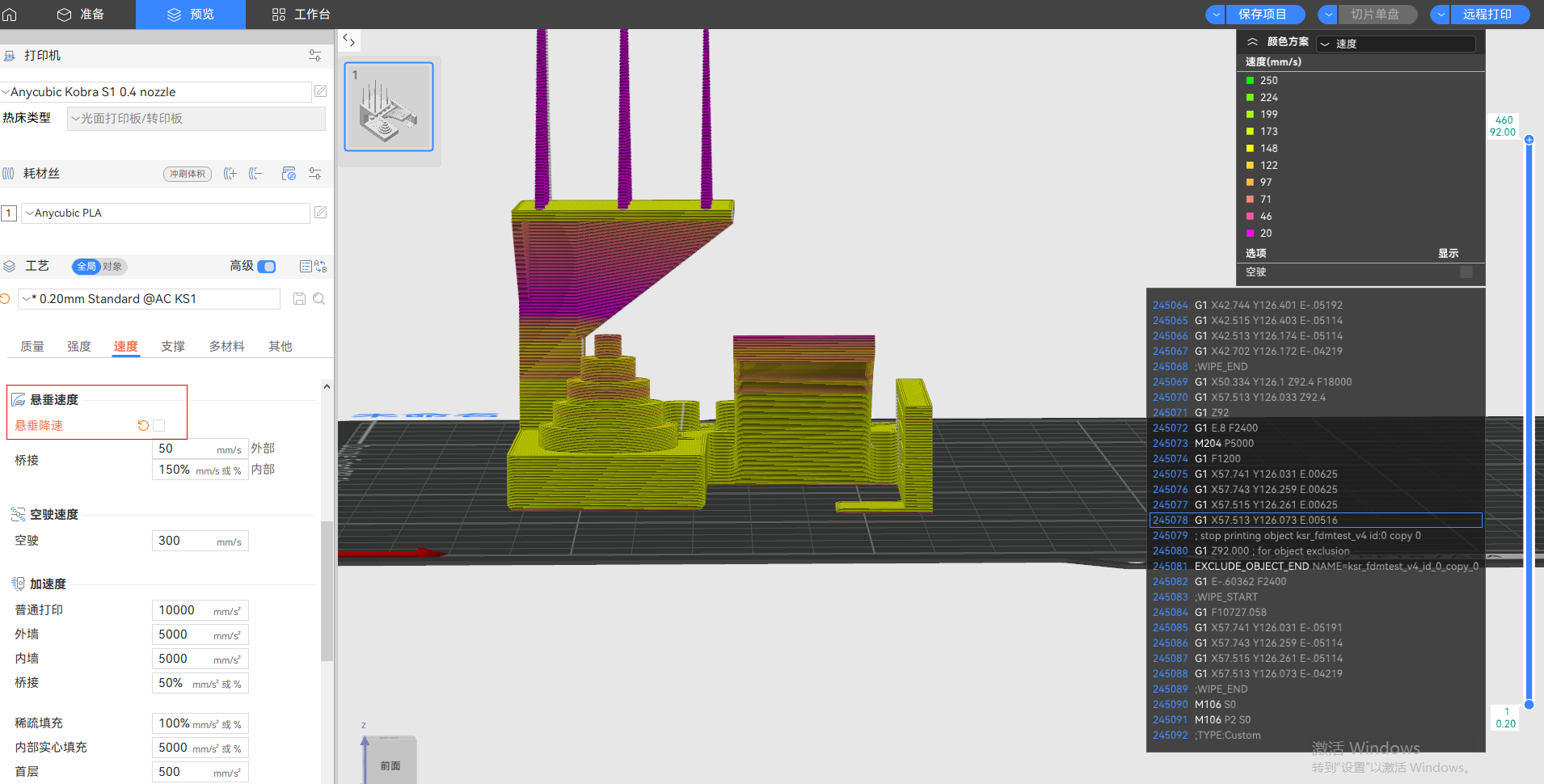
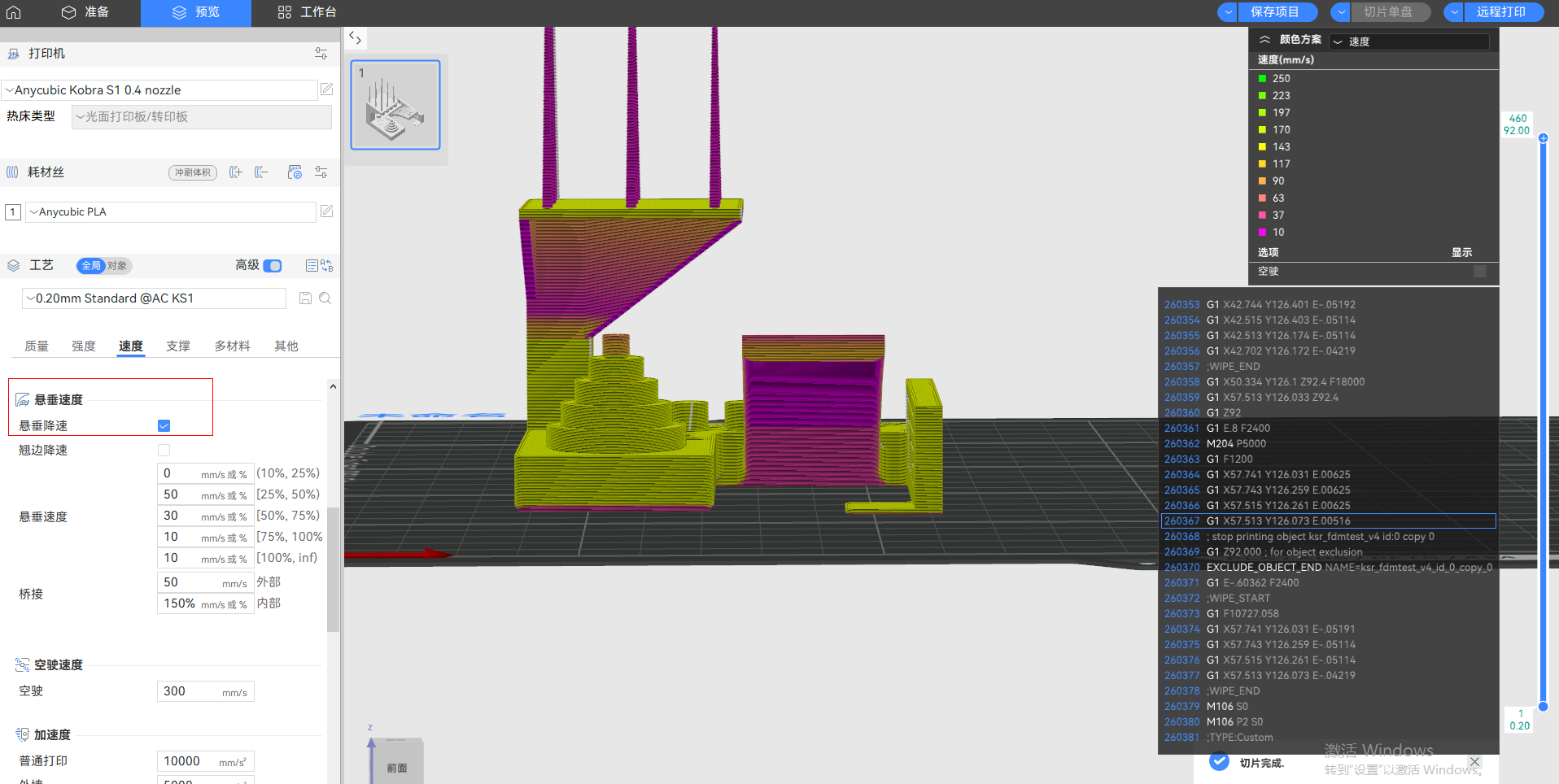
以下面的模型为例,分别开启和关闭悬垂降速,可以在速度预览页上看到不同的悬垂打印速度。
开启悬垂降速:
关闭悬垂降速: