¶ What is the printing size of the machine?
Length/width/height: 250 250 250 mm
¶ What is the printing layer thickness of the machine?
The standard configuration is a 0.4mm nozzle, which can support an accuracy range of 0.05-0.28mm
¶ What filaments can the machine print?
It can perfectly print filaments such as PLA, PETG, TPU (95A), ABS, ASA, and also supports high-temperature consumables such as PC, PA, carbon fiber, and glass fiber
¶ Can it be used if the local voltage is only 110V?
It can be used, the power supply is a wide voltage power supply, supporting 100~240V voltage input
¶ What is the power consumption of the machine?
The overall rated power of the machine is 1500W
¶ What is the maximum nozzle temperature that can be reached?
320℃
¶ What is the maximum temperature of the hot bed that can be reached?
120℃
¶ Does the machine have a power-off resume function? Does the machine have a material break detection function?
The machine supports power-off resume and material break detection functions.
¶ What is the printing speed of the machine?
The recommended printing speed is 300mm/s, the maximum printing speed is reduced to 600mm/S, the maximum acceleration is 20000mm/S2, and the printing time of the boat is 13min (layer thickness 0.2mm)
¶ How to load the filament into the machine?
Short-range extruder: Use the pliers to cut the front end of the filament at a 45-degree angle and straighten it, then align it with the Teflon tube hole behind the machine, penetrate it into the bottom of the extruder along the aperture, click to feed, wait for the nozzle to heat up to the predetermined temperature, and then feed the extruder until the nozzle flows out of the filament. If the temperature rises to the predetermined value and the filament is not successfully ejected, the common reason is that the filament is not inserted in place. Push the filament at the tail with a little force to enter
¶ Does the machine have any requirements for the use environment?
Normal room temperature is fine. If the ambient temperature is below 10 degrees, the hot bed temperature needs to be increased to about 70 degrees for printing. The recommended ambient temperature is 8℃-40℃
¶ Why is there a delay in the error reporting of the AI detection function?
Currently, the AI detection function is an APP cloud service, which is related to the network connection environment and stability, and the APP side needs to confirm that the AI detection function has been turned on. Its detection has a certain delay. We will continue to optimize this function to shorten the detection and reporting delay.
¶ The problem of mixed colors in the printing of multi-color models of Kobra S1 printers
The printer has opened the printing interface to adjust the flushing coefficient. If there is a mixed color situation in the model with a small printing part and frequent color changes, the flushing coefficient can be appropriately increased to avoid the mixed color situation.
¶ Will the fan of Ace Pro rotate when it is not working?
In order to improve the stability of the printer, the cooling fan of the mainboard module will also keep running when the device is not working to avoid uncontrollable safety issues. Further tests will be conducted to verify the feasibility of turning off the mainboard fan during standby. If the verification is passed, it will be updated with the new version of the firmware.
¶ Why can't my camera be turned on normally?
The connection of the camera requires high network stability. We recommend trying to use a mobile phone to open a hotspot to connect to the printer, confirm whether the printer can connect to the server normally, and check the camera connection in the APP.
Or you can try to check whether the camera can be viewed normally in the slicing software through the LAN mode. LAN connection guide
1. If the camera cannot be viewed normally in the LAN mode, you need to confirm and troubleshoot the local network environment. Guidelines for network connection failure
2. If the camera can be viewed normally in LAN mode, please provide your account and CN code information to the service support of the official store, and our technical engineers will conduct further analysis for you.
¶ Why is the first layer printing effect not good?
You can refer to the guidelines for the partial virtuality of the first layer printing area for leveling calibration. (PS: The slight difference in the first layer printing effect will not affect the normal use of the printer)
Guidelines from the original calibration video of enthusiastic users
In addition, we have received high expectations from the user group for the first layer leveling effect. Our company will further optimize the software and algorithm as soon as possible, and there is no need to fine-tune the printer structure in the future.
Warm reminder: Please keep the printer firmware and software updated in time.
¶ Is the Kobra S1 printer open source?
The Kobra S1 printer is not open source for the time being.
Recently, we have also heard the voices of the majority of users. Open source has been included in the plan. We always hope to bring users a better experience. Please stay tuned.
¶ Why are the top cover and the front made of plastic, not glass?
After analyzing the user feedback of similar products on the market, our company identified that the front door and top cover of glass have the risk of bursting and injuring customers. Therefore, we changed the front door and top cover to PC material for certain safety considerations. This material has been verified and selected for many rounds, and its life, strength and hardness can meet the needs of printer use.
¶ Why is there interference and friction between the print head cable and the top cover and abnormal noise during printing?
During the printing process, there may be a risk of top cover interference when the print head moves to some extreme positions. In this case, you only need to adjust the position of the Teflon tube and the harness appropriately to avoid interference. In the future, our company will design a top cover heightening frame as a user lifting model and provide it to the Makeronline model station for users to download and print.
¶ Why is there an abnormal pause in the middle of printing when using the model selected by the APP and initiating the print?
Some built-in models in the APP are Gcode files adapted for other models with out-of-size ranges. The coordinates are out of bounds, causing abnormal printing pauses. The APP will optimize the print size verification function in the future. If this situation is found, it will be prompted actively.
¶ Is the white tube in the throat after the quick-release hot end is removed a Teflon tube?
No, we hope to clarify the ceramic-based composite tube of the hot end to a certain extent. The composite tube material we use is indeed a new type of high-temperature resistant ceramic-based composite material, which has been strictly screened and tested by suppliers. (High-temperature ceramic-based composite tube, temperature resistant to 350℃)
¶ Why is it difficult to remove the Teflon tube from the extruder pneumatic joint position to clean the consumables after the extruder is stuck?
The pneumatic joint needs to be pressed with greater force to better unlock the Teflon tube. The CoreXY structure moves at high speed. In order to avoid the gap between the Teflon tube and the pneumatic joint after long-term use, the Teflon tube is worn, so the current structure is relatively tight.
¶ Why is the vibration compensation noise loud during the printing preparation stage?
The principle of vibration compensation is to collect compensation data through high-frequency vibration, and then optimize it to a certain extent in the algorithm to obtain better printing results. In order to improve the accuracy of compensation data, it is necessary to scan resonances of different frequencies. In some resonance ranges, the noise generated will be larger than the noise generated by the normal operation of the machine, but it is not abnormal noise. This option is not checked by default on the print preparation page. You only need to click to calibrate the function after moving the printer or adjusting the structure of the printer components. You don't need to do this every time.
¶ Why is the temperature difference of the drying function of the ACE Pro device I measured large?
At present, some users have received feedback that there is a temperature difference problem when placing the thermometer near the feed port. The temperature value of the drying function of the ACE Pro device is obtained by comprehensive measurement of the temperature of multiple points (air inlet, air outlet, NFC, feed port, etc.). The air inlet temperature is more critical, so only the feed port temperature will be different from the actual drying temperature.
¶ Please give me some information about the use and maintenance of the activated carbon bag in the printer?
The installation location of the activated carbon bag is inside a hatch inside the machine. You can refer to the instructions to unpack and place it. The storage life of the carbon bag is generally 3 to 5 years. In order to extend the service life of the carbon bag, it can be placed outdoors for 3 to 5 days every month after use to achieve the effect of continuous use. However, the longest cycle of repeated use is not recommended to exceed one year, and it is recommended to replace it after the expiration. In addition, the service life of the carbon bag in an environment with a strong odor for a long time is about 2 to 3 months. Activated carbon bags can be purchased as a supplement in the official store.
¶ How to realize the automatic refilling function of the ACE Pro device?
For official consumables with Intelligent Identification chips, the ACE Pro device will automatically identify the color and material of the consumables. When two rolls of the same material and color consumables are placed in the ACE Pro device, and the automatic refill function is turned on, the automatic refill function will be activated.
PS: If you use consumables from third-party manufacturers or official consumables without Intelligent Identification, you need to manually set the consumables of the two channels to the same color and material in the consumable setting interface, and after turning on the automatic refill function, the automatic refill function will be activated.
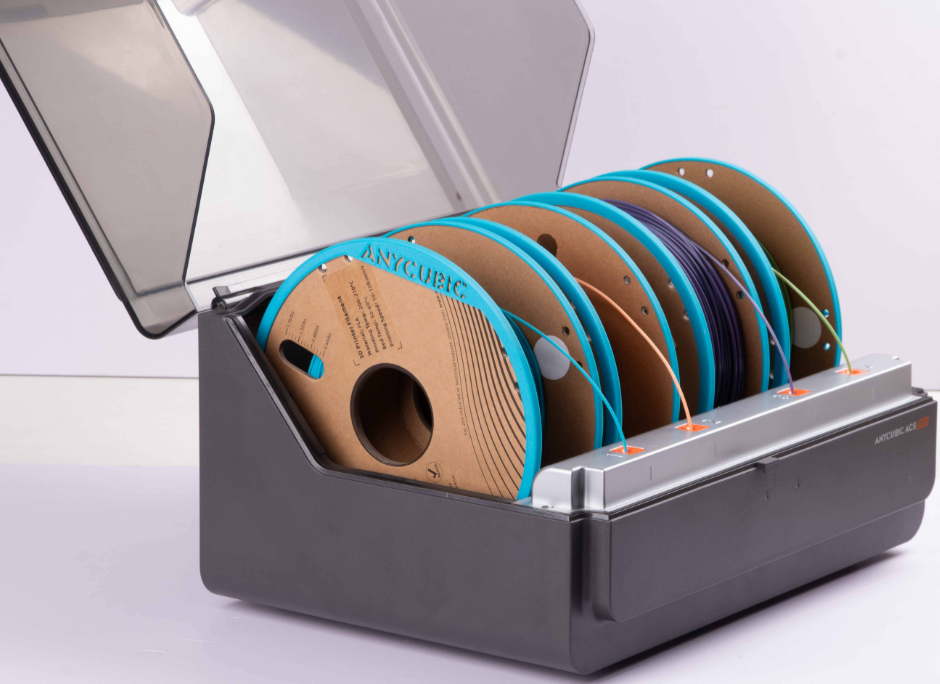
¶ Why does the printer feed the wire smoothly or abnormally when using a paper wire reel?
We recommend using plastic consumable reels first to get better printing smoothness. If you use a paper reel, the reel may slip, rub, and generate debris. It is recommended to use it with a reel adapter ring. You can refer to the following document to print and install the reel adapter ring.
ACE Pro-Paper Reel Adapter Ring Installation Guide